���ĵ�ǰλ��: ��ҳ > ��Ѷ���� > ����
���ĵ�ǰλ��: ��ҳ > ��Ѷ���� > ����|
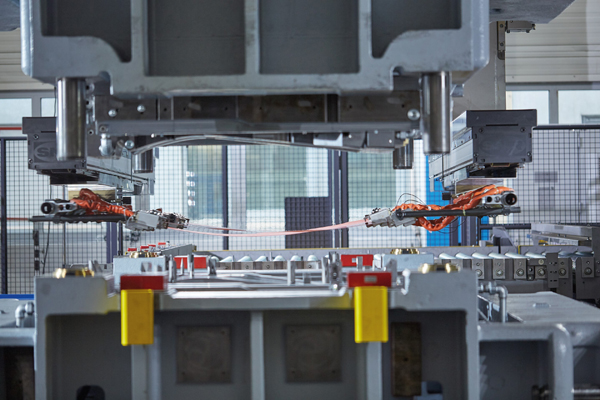
ͼ1 ���ȳ�ѹ������Ϊ�����������ṹ�ľ����ͽ�������ѵ춨����ȫ���г���λ��
2018 �� 2 �� 13 �գ���ƽ�� �C ��1993 �꣬�����״����������������̸��ع�˾������ 3 ���ȳ�ѹ�����ߡ���ʱ�����õ������¼�����Ϊ�����������ṹ�������Ѹ�ٵ춨����ȫ���г���λ�����������������ṹ���μ����ķ�չ���ƣ�����,�����Ѿ��۳��˵� 100 ���ȳ�ѹ�豸������Ϊһ���й��������㲿����Ӧ�̡� �������ġ�̼��ά��ǿ���ϲ��Ϻ�˫��ֵij��ι�����ȣ��������������������ṹ�ļ����ɱ����ͣ�������Һѹ�������� Daniel Huber ˵���������й� CEO Oemer Akyazici �������������һЩ�й����������������㲿����Ӧ�̣����Ϻ�����������ģ����Ӧ�ù�˾�ͱ�ΰ��Խ��Խ�����ȳ�ѹ��������
ͼ2 ��2016 �꣬�����ڹ�˾�ܲ���ƽ���������ȳ�ѹ�������ģ����ȳ�ѹ���������о���չʾ�� 20 ���� 90 ������ڣ������˽��ְ���Ƭ���ȵ� 930 �ȣ�Ȼ���ڳ��ι�������ȴ���ֹ��ա��˹��������Ϊ�����������ij˿Ͱ�ȫ������ǿ���� 9000 �ij���ǿ�ȣ���ʹ��ͨ�������ϸ����ײ���ԡ�
ͼ3 ���ù�����Ҫͨ�����ְ���Ƭ���ȵ� 930 �ȣ�Ȼ���ڳ��ι�������ȴ��ʵ��Ч������ɫ������ǿ�ȡ� ���ȳ��μ����������ڴ����������Ķ������Ǹ�����ŷ�������� Sierra ϵ�������������������� Mercury ϵ����������ʱ�������IJ��ŷ�ײ���ͱ��ո�ȫ�������յ��豸����������2000 ���Ժ�ҵ��Խ����ע���ּ����ڼ���������밲ȫ�Է����DZ����������θ�ǿ�ȸ���ȣ���ѹӲ��(�ȳ�ѹ)�㲿�����и��ߵ�����ǿ�ȣ���˿��Լ��ٲ��ϵ�������ʹ�㲿�����������ᡣ 2006 �꣬���������صij����״β����� 12 ����ѹӲ��������ɡ�Ϊ�ˣ���������̵�ʱ���������� 6 ���ȳ�ѹ�����ߣ������䰲װ�� Kassel ���������ȳ�ѹ�����Ա�Խ��Խ���ʹ�ã�������ѹ�������߸������������˾�ܾ��� Daniel Huber ˵���� Ŀǰ����ȫ���� 400 �����ȳ�ѹϵͳ��ÿ������Լ 5 �ڸ��㲿����Huber ˵ר�������Ÿü��������������һ�������������������ڽα㿴������һ��չ���ƣ�2006 �꣬�������߸�������������˳�ѹӲ���������ġ���2016 �꣬�������ڹ�˾��ƽ���ܲ��������ȳ�ѹ�������ģ����ȳ�ѹ���������о���չʾ�� ע������������Ƭ���������ա� |
 |
�й���ѹ���ٷ��ţ�ɨһɨ��������ע��
��ע"�й���ѹ��"����ȡ������ҵ������Ѷ�� ���ӷ���1�� �ڡ����Ӻ��ѡ���ֱ���������˺ţ�chinaforge ���ӷ���2�� ����ɨ�����Ķ�ά�� |