您的当前位置: 首页 > 资讯中心 > 正文
您的当前位置: 首页 > 资讯中心 > 正文|
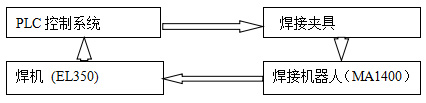
自动化设备配置类型介绍 几年来公司为能提高生产效率,大力引进新技术、新设备,特别是把机器人应用在焊接、激光切割和冲压工艺上,利用PLC控制技术实现生产的自动化,提高了生产效率,减少了人员配置: 根据不同的需要进行不同的配置类型 1、机器人弧焊配置:机器人选用安川MA1400,焊机选用EL350.为能满足多工位焊接的需要,我们设计了PLC控制系统来控制机器人、焊机、夹具的自动化焊接控制原理图。
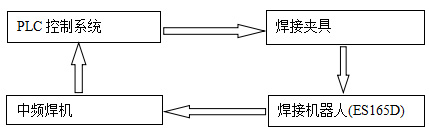
2、机器人点焊配置:机器人选用安川ES165D,焊机选用中频点焊机。为能满足多工位焊接的需要,我们设计了PLC控制系统来控制机器人、焊机、夹具的自动化焊接控制原理图。
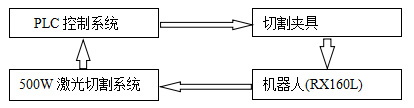
3、机器人激光配置:机器人选用法国史陶比尔RX160L,配拉制器CS8C,激光器配:德国IPG-YLR-500W光纤,5英寸切割头和创科源控制系统控制原理图:
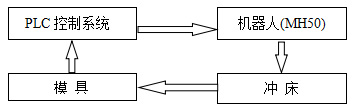
4、机器人应用于冲床:由315T、250T、200T、200T四台冲床组成的冲压线,6台MH50机器人承担冲压件的工序间搬运,由PLC控制系统进行程序控制,达到冲压线自动化、连续化冲压。
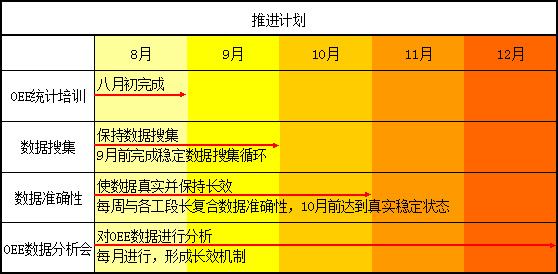
如何提高自动化设备的效率 怎样才能充分提高自动化设备的效率,是企业在引进了自动化设备所面临的首要问题。 一、从管理着力推进自动化设备效率提高 我们引进TPM全员、全生产、全过程设备管理模式,通过统计和计算设备效率(OEE)方法,来分析、总结、提高OEE, 1、自动化设备的(0EE)即是自动化设备的全面设备效率,其本质就是设备负荷时间内实际产量与理论产量的比值。是体现设备效率的重要的参考数据。计算公式:OEE= 时间开动率×性能开动率×合格品率×100%。 时间开动率 = 开动时间/负荷时间 性能开动率 = 净开动率×速度开动率 = 加工数量×理论加工周期/开动时间 合格品率 = 合格品数量/ 加工数量 2、为能确保统计数据的正确,首先成立了推进小组,制定了推进计划,规定统计标准,制定了统计表式,使OEE数据具有真实性和可比性。
每周统计说明样表 
每周统计计算表 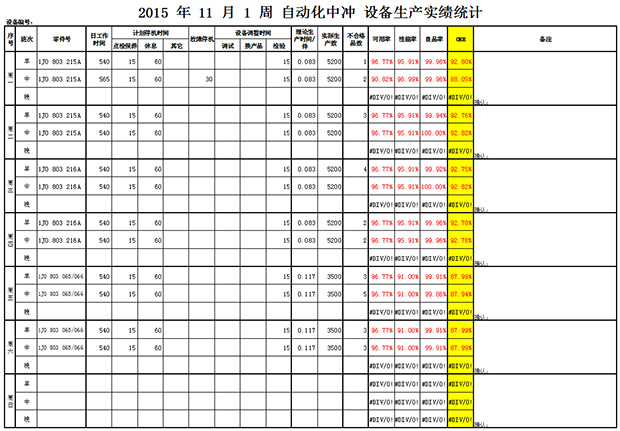
3、通过统计数据进行分析,首先从产能上进行分析,确保自动线的产能,其次再分析设备故障率、产品的合格品率,通过分析有针对性的进行改善,确保OEE稳定在较高的水平上。 二、从技术和工艺上着力推进自动化设备效率提高 1、优化自动线PLC控制程序和机器人运动轨迹,通过优化使整个冲压流程时间缩短5秒,现在我们自动化中冲线平均5.5秒完成四序冲压件的下线,这样就提高了效率,又确保了安全。 2、模具设计考虑标准化、快换化和定位基准化,缩短上、下场时间来提高自动化设备的效率。 3、加强对自动化设备的点检,使故障苗头提前发现,提前排除,缩短修理和维护时间来确保自动化设备的效率。 三、效益分析 冲压自动化很大程度的提高了劳动生产率,稳定和提高了产品质量,改善了劳动条件,缩减了生产占地面积,降低了生产成本,缩短了生产周期,保证生产均衡性,有显著的经济效益。 2014年新增产值5000万元,新增销售额5000万元,新增利润500万元,2015年新增产值3000万元,新增销售额3000万元,新增利润300万元,2016年新增产值5000万元,新增销售额5000万元,新增利润500万元。 现在人员由原来4人减到1人,每年省去工人工资30万元。
|
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |