您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文
您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文|
2015年6月25日至27日,2015上海紧固件专业展暨第六届上海汽车紧固件展在上海浦东世博展览馆盛大举办,本届展览会共设置了两个展馆,一个是紧固件展馆,云集了众多紧固件知名生产企业。另一个展馆是设备馆,来自世界各国的设备、模具等供应商纷纷亮相其最新产品及技术。在本届展览会上,众多设备企业打出了“伺服技术”这一主题,将伺服技术应用到多工位冷镦机上。 伺服技术是近几年成形设备领域的一个热点,通过伺服技术可以有效的节能、提高生产率、产品精度及模具寿命。目前,伺服技术已经在冲压压力机上获得了普遍应用,在锻造压力机上也已经开始成功应用。而早在2010年,世界上第一台伺服直驱多工位冷镦机就已经在德国舒勒公司诞生并在一家德国知名企业投入生产。
纵观本次展览会,众多参展商展示的冷镦机伺服技术应用主要是线性喂料技术和伺服夹钳技术,可称之为半伺服多工位冷镦机,而被视为真正全伺服直驱应用的伺服滑块技术并没有企业展示。实际上,目前伺服技术在多工位冷镦机上的应用主要在三个部位: 1、 喂料系统; 2、 夹钳传送系统; 3、 滑块系统。 1、线性喂料系统 采用伺服电机技术的线性喂料系统已经逐步取代了传统的辊式等喂料方式。由于采取了伺服电机,喂料长度可以精密控制,精确度可以达到微米级。而采用的夹钳夹持方式也极具优势,以往传统喂料方式辊子同线材表面接触为点状,容易损伤线材表面,而夹钳与线材表面接触面为线性接触,避免了表面损伤的同时更保证了喂料精度。
2、伺服夹钳传送系统 随着设备每分钟行程频次的提高,对传送系统的速度和精度也提出了更高的要求。传送系统的速度应同滑块的速度相匹配,防止出现过速或错送现象的发生。伺服电机的可靠性及可控性完美地解决了这一问题。传送夹钳通过伺服电机驱动,可以根据滑块速度及整个镦锻工艺进行编程控制,实现最完美的匹配。
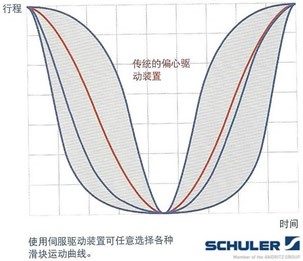
3、滑块伺服直驱系统 全伺服多工位冷镦机同半伺服多工位冷镦机的主要区别就是滑块伺服直驱技术,代表着伺服技术目前在压力机上的最高应用水平,也切实体现了伺服技术的应用效果。 3.1 简化结构,降低能耗 传统的滑块驱动系统由电机、飞轮、离合和制动系统、曲轴、连杆组成,由电机带动飞轮,通过离合和制动系统驱动曲轴连杆带动滑块运动。 滑块的伺服直驱系统则省掉了飞轮和离合系统,直接由伺服电机驱动曲轴连杆带动滑块运动。从而简化了机械结构,同时还避免了复杂机械结构所带来的能耗,从整体上节能降耗。 3.2 滑块运动轨迹随意可控 全伺服多工位冷镦机可以通过伺服直驱系统对滑块的运动轨迹进行编程,同伺服喂料系统、伺服传送系统进行无间的匹配,从而达到提高模具寿命、提高产品精度及生产率的最佳效果,并可生产钛合金、高强度合金等难成形材料及复杂成形零件。由于省掉了飞轮和离合/制动组合,避免了飞轮到滑块传递能量时的冲击,整个锻造过程非常平稳。
3.3 无与伦比的模具设置优势 由于伺服技术的特性,全伺服压力机在调整模式下可以随时以全负荷状态运行,也就是说无论滑块的速度多大,都可以随时实现全负荷运动。这样就可以在明显降低速度的情况下准确观察送料机构的运行情况。另外,由于伺服电机可以随时转动及反转,因此在调整模具时,滑块及冲头可以向着凹模中的工件以任意速度移动,在冲头接触到工件前随时回程,这在传统压力机上或半伺服压力机上是完全不可能的。这种特点对模具的调整和设置具有无与伦比的优势,也极大的缩短了新产品的调试时间。 伺服技术在冲压压力机上的应用为客户带来了巨大的竞争优势,即使这样,伺服压力机的很多潜能仍有待挖掘。同样,伺服技术在多工位冷镦机上也体现了明显的优势——高生产率、高柔性、精确控制。伺服技术在多工位冷镦机上的应用正在逐步发展,相信随着不断的运行实践,该应用会愈发成熟,切实为客户打造强大的核心竞争力。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |