您的当前位置: 首页 > 资讯中心 > 正文
您的当前位置: 首页 > 资讯中心 > 正文|
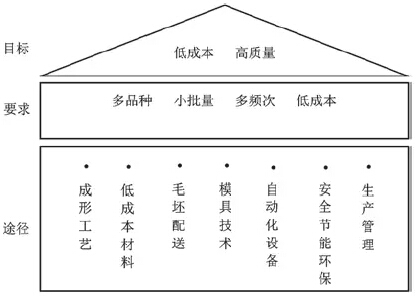
为了高效、优质、低成本地解决轿车冲压件生产问题,从冲压工艺角度要减少冲压件品种,生产时要减少批量增加批次;要提高生产节拍,减少生产转换时间。同时,要尽可能地采用国产板料及低成本板料。为了提高板料利用率,一方面要提高工艺及排样水平;另一方面要尽可能采用卷料,并且完成轻量化的激光拼焊板的准备。同时,为降低成本,在保证质量及工艺要求的前提下,要尽量减少投资。本文从工艺、材料、设备、模具等角度分析精益理念在具体生产中的应用。精益生产与冲压工艺的内在联系,如图1所示。
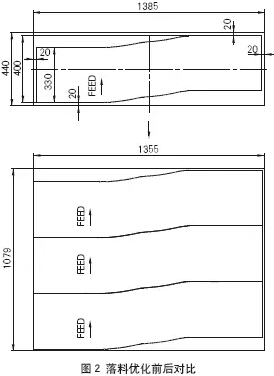
要实现低成本冲压件,就要有正确的、适合自身企业的投资理念,极大限度的降低设备、模具、工装及工艺投资,尽可能多地承担冲压件品种数。从工艺上应考虑一模多件,以合成尽量少的品种,从而承担更多的件数。目前一汽轿车公司冲压车间承担的冲压件品种数量在国内外都属于比较多的。为了保证多品种的生产排布,需要减少批量增加批次,必须要提高生产节拍,减少辅助生产时间。因此,从工艺上要考虑单动压力机、高效自动化,以至于横杆式多工位,同时要从工艺高度解决生产转换的问题。 毛坯准备 投资原则 尽量利用原有资产,包括厂房、工地、落料压机、剪床等。为提高效率,关键设备采用进口,其他设备采用国产。从工艺规划方面考虑,激光拼焊线同激光拼焊落料模实现互补,开卷落料线同开卷剪切线实现互补。结合国际品牌公司看好中国市场的心理,将会以较低价投标的实际情况,关键设备实施方案如下:⑴激光拼焊线引进国际最先进的设备,设备带焊缝补偿功能,可降低对模具技术的要求。确保因车型变化而不断开发的模具国产化带来的投入,每个车型约十几套的模具开发费用约可降低投资300万元。⑵在保证质量的前提下,开卷落料线采用国际中上水平的设备,实现内外表面件的落料及外表面件的剪切。剪切线生产内部件为主,采用以要求节拍为主,配置较低的进口线,大约可降低投资3000~4000万元。目前,设备厂家已经研制出适合于多品种、小批量的激光落料线,这将为各冲压件生产厂家提供更多的选择。 毛坯生产线的工艺过程、能力及特点 根据汽车制造技术中冲压工艺对板料的要求,在配送中心投建的生产线一般有几种形式。开卷剪切线实现方形料的剪切,设备主要包括开卷机、矫直机、剪板机和板料堆垛装置。开卷落料线主要完成异形板料的加工并配有摆剪模,设备主要包括开卷机、板料清洗机、矫直机、板料缓冲装置、板料对中装置、送料机构、落料压力机和板料堆垛装置。为减轻白车身重量并保证汽车结构件的刚性,激光拼焊板料的使用越来越普及,在筹建加工配送中心时可增建一条激光拼焊线。 提高材料利用率的基本手段 剪切余料分为两部分,前端的余料是以300mm为步距剪切掉,目的是消除前端的断面缺陷和去除钢卷最外面的1~2层材料,以消除运输的磕碰和捆绑印痕,保证材料的表面质量。尾端余料去掉的目的是消除尾端钢卷的划痕和不够一整张料的余料。 针对不同产品对于表面质量的不同要求,拟定了以下几种减少材料消耗的方法:⑴对于表面质量要求不高的内表面零件,前端只去掉300mm,尾端去除最后不满足开卷线生产条件的部分,根据制件进料步距的不同,损耗在3000~5000mm。⑵外表面件前端去掉卷料最外面的一层,根据卷料外径不同,一般为4000mm左右,料尾与内板相同,仍选择最小报废尺寸,一般为3000~5000mm。采取这种方式对于内板零件没有明显的质量影响,对于外板零件有时会出现不合格料投入生产的问题,通过在生产现场进行生产前鉴定的方式,对于确实不能用于生产的材料留作模具调试用。通过这种方式,改变了传统的开卷剪切(或落料)内板前后各去5m、外板前后各10m的做法,降低了单件消耗定额。 原材料降成本的思路 ⑴进行轿车车身材料转化,在保证性能的前提下,尽可能使用低成本材料。 在保证整车性能的前提下,改变轿车车身表面处理钢板体系,完成从进口镀膜电镀锌钢板转化为电镀锌磷化(外覆盖件)钢板及热镀锌(内部件)钢板,完成零件钢种转化,确定技术标准;进行钢板耐蚀性、成形性、点焊及涂漆应用研究及烘烤硬化钢板性能改进;完成生产线冲压工艺及焊接工艺调整,质量达到原产品设计要求。完成多个品种零件材料的转化、认证及应用工作,降低原材料采购成本。 如在某合作车型产品设计时,当时采用的是日本新日铁公司生产的镀锌覆膜板,这种材料是国外某汽车公司和新日铁公司合作新开发的新型专利材料。在适应冲压件复杂成形方面有着降低摩擦系数、镀层附着力强的特点,同时由于减少了锌层厚度对焊接工艺也有益处。但正是由于板材是专利产品,造成采购价格高、供货及时性差等风险。寻求材料替代工作一直是我们追求的目标,目前已经完成了15个品种24个零件的材料替代工作。 冲压件使用国产热镀锌板进行替代的主要困难表现在以下几个方面:1)热镀锌板材料的摩擦阻力较电镀锌板明显增大,相对于镀锌覆膜板差别更大,在试验中表现为受材料流动阻力大的影响,制件开裂倾向十分严重。2)锌层结合能力差,容易脱落或与模具发生粘接,形成积屑瘤,造成制件划伤进一步加剧开裂倾向。3)受阻力加大影响,制件出现变形不均的问题,产生回弹造成制件轮廓尺寸变化。针对这些问题,我们采取以下措施对冲压工艺参数和模具进行调整:1)通过改变涂油区域和涂油量改善材料流动阻力大和锌层脱落的问题。2)通过改善模具圆角形状、提高光洁度和模具表面硬化降低材料流动阻力和避免模具表面划伤。3)通过修改材料定位位置和调整材料形状弥补材料走料趋势变化造成进料状态变化的影响。 ⑵提高材料利用率。 1)采用无废料落料方式缩小开卷落料步距,达到降低消耗定额的目的。如某车型发动机罩内板原开卷剪切规格为1700mm×1320mm,使用发动机罩外板落料模具生产时材料进给步距从1320mm减少为1170mm,单件降低消耗定额1.1kg。后期采用弧形刀剪切进行改进,材料利用率及生产效率会更加明显。 2)通过对现有激光拼焊板落料材料排样进行优化,在工艺上保证拼焊部位断面质量要求和维修要求的前提下,通过将几种零件的落料工艺改为无废料或少废料的开卷落料工艺,以及其它不适合采用开卷落料工艺的零件优化落料排样,可极大降低材料消耗定额。某零件落料优化前后对比,如图2所示。
3)优化现生产中使用的板料规格。如对现有生产中的某车型门内板等零件的拉延件进行认真分析与实验验证,确认毛坯材料极限尺寸,经过反复调试和批量生产稳定性验证,完成该车型门内板的材料规格修改工作。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |