您的当前位置: 首页 > 资讯中心 > 正文
您的当前位置: 首页 > 资讯中心 > 正文|
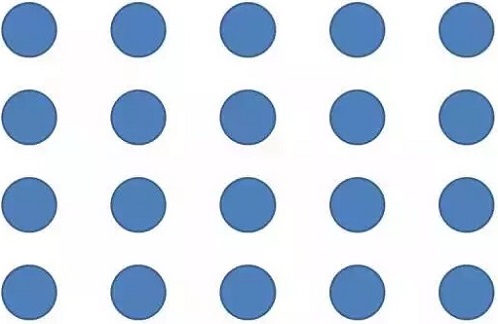
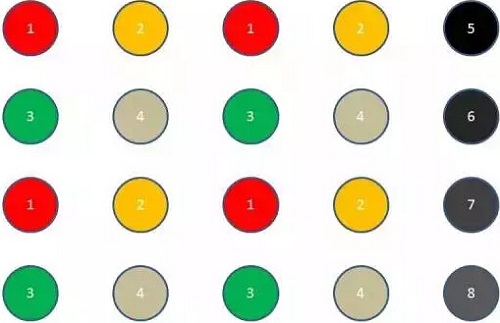
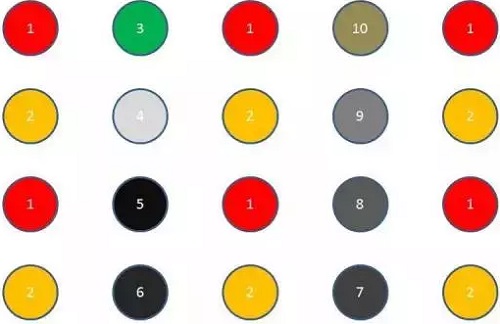
而与此同时,很多厂家也在该种工艺中采用了一些错误的方法,导致了该问题的进一步的加剧,譬如: ⑴使用了对中度较差的,甚至无法保证对中度的数控冲床。部分品牌的数控冲床的大尺寸工位(譬如厚转塔类型冲床的D工位和E工位)的对中度实际上非常糟糕,此外,即使是有口碑的数控冲床,如果没有得到很好的维护和保养,其对中度也一样会随着时间的推移而丧失。如果此时错误的选用了该工位,那么品质再好的模具,想法再周密的方案都会成为空谈。 ⑵使用了对中精度较差的模具导套。在选用群孔冲压的导套时,生产厂家务必要使用导向精度高,与工位配合度高,同时质量过硬的,具有一定口碑的导套,同时越新越好,因为导套的导向精度与群孔冲压时碰到的各种质量问题息息相关。 ⑶使用了材质较差,红硬性指标过低的冲芯和下模。群孔冲压是一种密集加工工艺,因此,群孔模具里面的冲针所经受的冲压打击频率要远远高于普通模具的冲芯。特别是很多厂家由于工位或者资金的限制,往往使用一套群孔模具来打击上万个网孔时,冲芯和下模的材质的好坏,以及红硬性的差异,将会直接决定群孔冲压成功与否。因为劣质的冲针会因为持续高温而使得其硬度过快失效,导致严重的质量事故。 ⑷使用了表面粗糙度太大,或者没有涂层的冲芯。很多劣质的冲芯的刃部并没有得到精磨处理,因此刃部侧面的粗糙度很大,由此带来巨大的摩擦系数,导致冲芯表面上很容易产生积屑瘤,并在冲压过程中反复挤压冲芯和下模,造成快速报废。而没有涂层的冲芯,在冲压不锈钢板和铝板时,则会在黏着磨损和挤压磨损的双重影响下,造成了模具的快速钝化。 ⑸使用了错误的群孔模排版。群孔模具的排版也同样是一门学问,很多工程师误以为在排版的时候,群孔冲针的数量越多越好,这实际上是个巨大的效率黑洞。 冲针数量的选择的原则是,如何用最少的冲压次数完成网孔零部件的制作,而非在一个工位上布入最多的冲针。以下为一个简单的实例来说明,如图2所示为1个20孔的零部件,如果采用单孔打击的话,需要20次完成针对这个零部件,就会产生很多种群孔模具的排布方式,譬如2×2布局(图3)可以一次性完成4个孔的冲压,3×2布局(图4)可以一次性完成6个孔的冲压,但是经过模拟我们发现一个有趣的现象:2×2布局实际上只需要进行4次群孔冲和4次单孔冲,就可以在8次内完成这个零部件的加工;而2×3布局却需要2次群孔冲和8次单孔冲,即需要10次冲压才能完成该零部件的加工。将这种案例扩大到一个有着数千网孔的零部件的话,那么就更容易看出,合理的群孔模具的排版所带来的巨大的效率提升。
⑹使用了错误的编程和路径。群孔冲压的编程同样也是一门深厚的学问,部分工程师将刀具导入软件后,直接启动自动排版路径,并直接采用这个路径作为群孔冲压的路径。在这里需要强调的是,不同的公司出品的不同的软件,由于其核心算法的不同,会产生效率,效果截然不同的路径,从而导致不同质量的网孔板产品。另外,部分工程师由于懒惰的原因甚至将群孔模进行顺序冲压,将冲压累积的形变势能向板材的一端推送,最终造成了一个翘曲极其严重的产品。
⑺使用了错误的冲压方式。有不少的钣金加工从业厂家,用一个B工位的模具来冲压网孔产品。且不论上万次冲压所带来的严重低效加工,单这上万次冲压所带来的多余的形变势能所造成的板材翘曲就很大。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |