您的当前位置: 首页 > 资讯中心 > 正文
您的当前位置: 首页 > 资讯中心 > 正文|
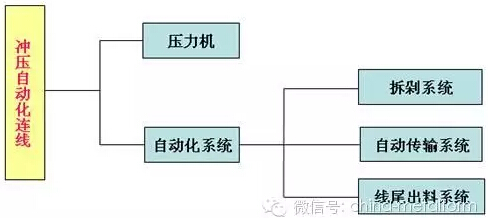
冲压自动化连线由压力机和自动化系统组成,压力机完成工件的冲压工作,冲压自动化系统完成料片的拆垛、自动传输、线尾出料工作,通常包含拆垛系统、自动传输系统和线尾出料系统。
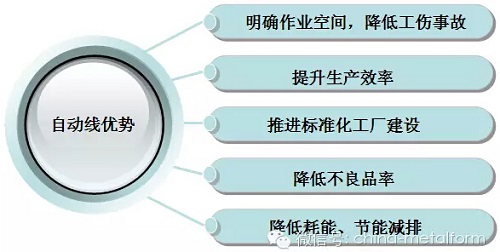
图1 冲压自动线的组成构架 目前国内冲压线主要还是以手工线为主,而手工线的面临着如下等问题: ①多台布局、单台操作、手工传递、生产效率低; ②且人为因素多,不良品居高不下; ③耗能高、生产成本高; ④冲压现场管理复杂、易发工伤事故; ⑤用工成本逐年递增。 基于以上问题,冲压自动线已成为代替手工线的必然与趋势,冲压自动线有着如下图所示特点:
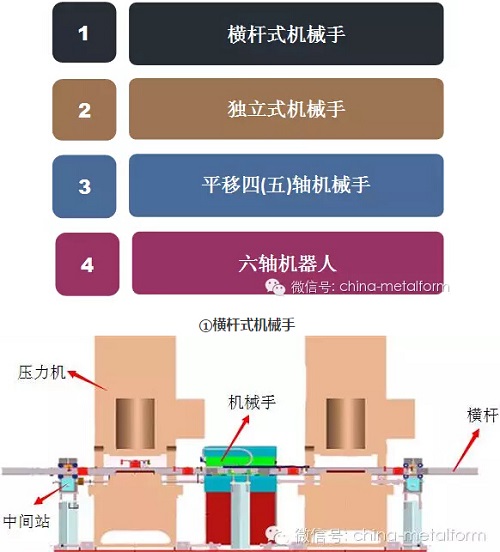
冲压生产线分为多机连线冲压生产线和单机多工位冲压生产线。 1、多机连线冲压生产线 是多台压力机并肩排列在一起,压力机之间采用机械手或者机器人取料、放料,生产线首尾根据要求可以配置单、双工位上料车,机器人上下料。 常见的多机连线冲压机械手分为四类,如下图所示:
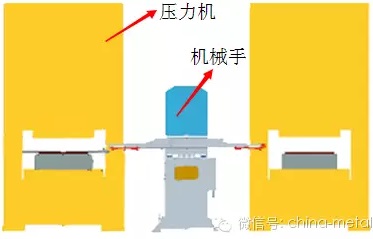
A 结构:横杆式机械手左右、上下方向运动均为伺服马达驱动;左右传动由伺服传动轴带动齿轮齿条运动,再带动横杆(特制铝型材材质)运动,以便达到左右移送之目的;上下传动由伺服传动轴带动特制的涡轮减速机轴运转,以达到上下升降之目的;吸料手臂就固定在横杆上,由真空吸盘或电磁铁又或气动夹爪组成,主要是根据产品工件来选择。 B 特点:由于横杆材质所限制,所以手臂抓取单件产品重量有限,基本上每支手臂最大承载量为5Kg,如果多机连线超过10台压力机以上,则每支手臂最大承载量要小于3Kg。此种机械手造价较低,且一般与开式压力机组合成生产线,整线造价低,由于横杆刚度的限制,生产线跨度不能太长,且速度不能太快,传递效率一般在6~12次/分,适合开式单双点机床间的较轻工件(小件)的传送。 ②独立式机械手
A 结构:独立式机械手左右、上下驱动均为伺服马达;左右传动由伺服马达带动同步带运动,而同步带是固定在型材的两端,所以当同步带运动时,则型材也跟着运动,即固定在型材上的手臂也就在运动,从而达到左右移送之目的;上下传动也是由伺服马达带动特制的涡轮减速机及附属连杆来达到手臂的升降。 B 特点:此种机械手支撑结构件主要是C型结构,所以它吸取单片料片的重量最大不超过10KG,而每根型材固定两个手臂,所以单根型材承重不超过20KG;中间位置是过渡定位装置,利于生产时移送精度的保证以及辅助中间工位的增加。此类机械手适于多台冲床间的大、重工件传送,一般配合冲床为龙门式单双点类压力机,取料方向基本上从冲床侧开口位置,布局灵活,工作稳定,整线生产效率可达10~15次/分。 ③平移机械手 A 结构:目前主流平移机械手是五轴机械手,机械手的主轴和末端具有旋转自由度,其余轴都是平移自由度,设备每轴均采用伺服马达+减速机驱动,机械手主体是由用高强度铝型材,配合精细线型滑轨组成,末端装有真空空吸盘或者电磁吸盘。 B 特点:平移机械手诞生的初衷就是为了解放冲压工,本质一种配合压力机工作上下料的专机,布局灵活,占地空间小; 缺点:可靠性差,寿命较短,负载能力不大,生产效率不高; 适用工况:机床取料高度可不一致,适用于旧线改造的机床,客户模具不需要重做。 C 适用工况:
4、机器人手臂生产线 适用用途:用于自动化冲压生产线搬运与码垛。 特点: A 工作范围宽广 根据不同的动作行程,扩大了手臂的到达范围,也随之扩大了机器人的下方和邻近的可能动作范围,提高了布局的自由度。 B 良好的适应环境性 各关节部采用双层密封构造和防水插口,使得手腕部分的防护等级达到IP67,基轴防护等级达到IP65。 C 高扩展性 在选装件中配备了内置阀门和检测线缆。各种各样达到周边设备的适用和装卸更加容易。在手臂的各个轴上均配置了线缆托架用安装螺丝孔,也容易追加配线、配管。 2、单机多工位冲压生产线 单机多工位冲压生产线是以连续冲程工作,取代单机自动化连线的单次工作方式,生产效率提高;多工位压力机的高自动化作业进一步提高了工件的表面质量,减少了故障率,减少了操作人员以及工作场地的使用,有利于降低成本; 常见的多机连线冲压机械手分为三类:二/三次元(轻型)式机械手、二/三次元(重型)式机械手。 1(轻型)二/三次元式机械手 A 结构:左右、前后、上下驱动均为伺服马达;左右传动由伺服马达带动丝杠运动,丝杠等附属机构再带动夹料杆运动,即固定在夹料杆上的手臂也就在运动,从而达到左右移送之目的;前后夹紧传动由伺服马达带动丝杠运动,丝杠等附属机构再带动夹料杆运动;上下传动也是由伺服马达带动丝杠运动,丝杠等附属机构再带动夹料杆运动来达到手臂升降的目的。共有左右两个机构,固定到地面。 B 特点:此种机械手结构轻巧,具有夹料杆截面积小、伺服马达功率小、和冲床联动冲压等特点,所以配合的压力机基本上是500T以下;根据工件大小、模具尺寸来设计机械手左右、前后、上下行程。其中冲床要配套安装2个旋转编码器主轴位置,以便达到两者安全的配合。取料方向基本上从冲床侧开口位置。生产效率根据行程大小来确定,基本范围为15-35次/分钟。 2 (重型)二/三次元式机械手 A 结构:采用龙门式机构;左右、前后、上下驱动均为伺服马达;左右传动由伺服马达带动丝杠运动,丝杠等附属机构再带动夹料杆运动,即固定在夹料杆上的手臂也就在运动,从而达到左右移送之目的;前后夹紧传动由伺服马达带动丝杠运动,丝杠等附属机构再带动夹料杆运动;上下传动也是由伺服马达带动丝杠运动,丝杠等附属机构再带动夹料杆运动来达到手臂升降的目的。 B 特点:此种机械手结构轻巧,具有夹料杆截面积大、伺服马达功率大、和冲床联动冲压、机身大等特点,所以配合的压力机基本上是630T-1000T左右,手臂夹取重量也很大;根据工件大小、模具尺寸来设计机械手左右、前后、上下行程。其中冲床要配套安装2个旋转编码器主轴位置,以便达到两者安全的配合。取料方向基本上从冲床侧开口位置。生产效率根据行程大小来确定,基本范围为15-30次/分钟。(文/江苏扬力集团有限公司 詹俊勇) |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |