您的当前位置: 首页 > 资讯中心 > 正文
您的当前位置: 首页 > 资讯中心 > 正文|
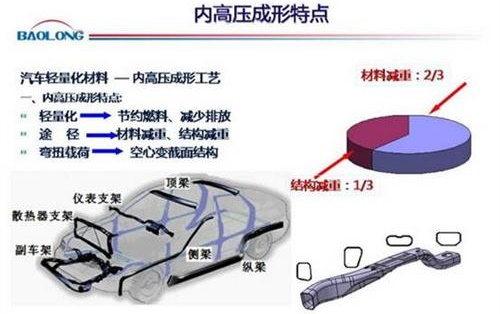
液压成形是塑性领域的一项成形新技术,按使用坯件的不同又分为三种:管材液压成形(内高压成形)、板材液压成型、壳体液压成型。 内高压成型如何实现轻量化 结构轻量化有两个主要途径,一是材料途径,采用镁合金、铝合金、钛合金及复合材料等轻质材料;二是结构途径,采用空心变截面、薄壁整体结构。根据统计,对于一定目标采用轻质材料减重的贡献大概三分之二,结构减重的贡献大概三分之一。
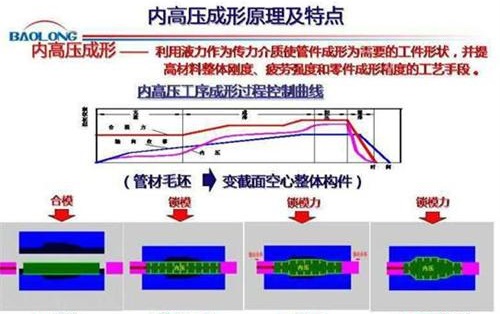
· 汽车行业目前主要采用材料结构减重的途径,当材料一定时,减重的主要方法是设计合理的轻质结构。 · 对于承受弯扭载荷为主的结构,采用空心变截面构件,既可以减轻质量又可以充分利用材料的强度。 · 内高压成形是利用液力作为传力介质,使管件成为需要的工件形状,并提高材料整体刚度、疲劳强度及零件成形精度的工艺手段。 内高压成型技术原理及特点 下方的四张图分别是内高压成形工序的过程。
从左图开始:合模——充液(排出管内的空气)——增压、管件两端在补料冲头的推动下向变形区送料,零件开始变形,变形后期零件大部分区域开始贴膜; 紧接着进入整形阶段,使零件局部圆角整体贴膜,完成零件最终成型!中间的曲线图是上述的成形过程的加载路径、分别是,合模力、管端补料量、内压三个参数的控制曲线,通过对这三个参数的精确控制来有效实现零件的成形。
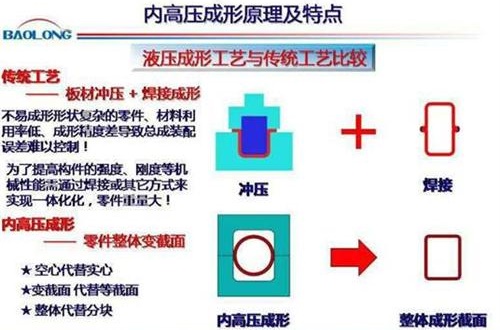
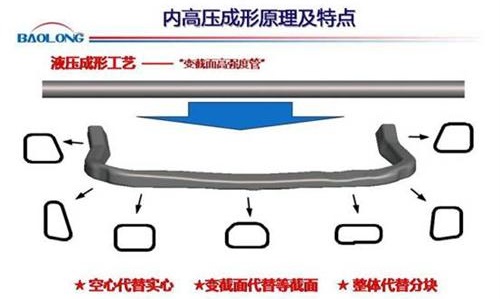
传统冲压工艺和内高压成形工艺的区别 传统冲压工艺:材料利用率低、成形精度差导致总成装配误差难以控制、不易成形形状复杂的零件!为了提高构件的强度、刚度等机械性能需通过焊接或其它方式来实现一体化,造成零件重量上升! 内高压成形工艺优势: 空心代替实心、变截面代替等截面、整体代替分块。
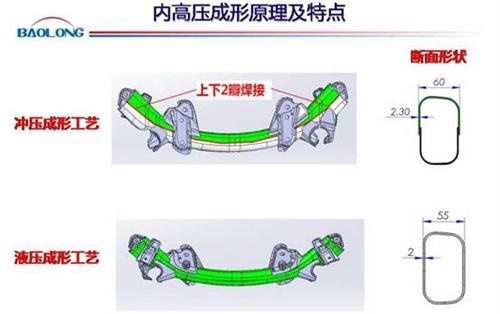
如图所示,是某车型的后副车架横梁,这个横梁的设计是按照内高压成形设计的零件基本结构,为了更容易比较,我们用两种成形方法的差别来衡量最终的结果。 如果采用冲压成形工艺来制作横梁,则需要将该横梁做成上下两半然后采用焊接来完成该零件!这样会出现工艺路线长、材料利用率低、冲压后还会出现较大的回弹,影响焊接效果和零件最终成型精度!横梁表面还有2条焊缝,影响其它底盘零件的搭接效果从而会对整车的模态造成影响。采用内高压成形工艺,则可以直接采用管材整体成形,工艺路线短、材料利用率高、成形精度高。同时减少总成焊接工作量。
这个图片是个典型的液压成形结构件,整个断面为变截面,零件上共有七个不同的截面来实现对该零件的力学性能的要求,是采用传统工艺很难实现的结构。
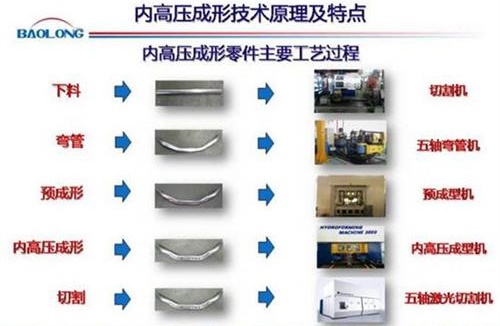
内高压成形有下料、弯管、预成型、液压成型、切割等五道主要工序组成。 根据零件结构要素和精度的不同,工序会有增减。 下料,采用切管机按工艺要求切去要求的长度,同时在管端去除毛刺,避免影响后工序密封。 采用3轴数控预成型机,预成型是内高压成型工序中比较关键的工序,它的作用是提前对胚件材料进行材料分配和阻尼设置,使内高压成形工序顺利得到满足液压成形工序需要的胚件。 采用多轴控制的内高压成形设备,是内高压成型工序中核心的成形工序,经过该工序后零件在外形上完全达到零件的精度要求,前面第八页介绍的就是该工序的整个成形过程。 常用的设备有:3D激光切割、机械切割机、压力机等!视零件的外形和精度来确定具体工艺设备。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |