您的当前位置: 首页 > 资讯中心 > 正文
您的当前位置: 首页 > 资讯中心 > 正文|
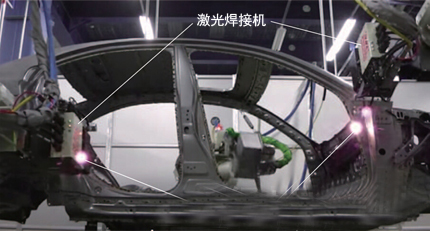
丰田相继向工厂导入了多项革新性制造技术。该公司以2008年发生的雷曼危机为契机,以降低成本和提高质量为目标,快速开发了多项制造技术。 为了缩短车身焊接工序的周期而开发的技术是“激光螺旋焊接”(LSW:LaserScrewWelding)(图1)。丰田为田原工厂、堤工厂、元町工厂、丰田九州工厂导入了该技术,并从“雷克萨斯IS”开始推广。
图1 激光焊接技术“激光螺旋焊接” 焊接速度高达每焊点0.3~1.0秒,可缩短工序周期。提高了焊接质量以投入实用。 目前,车身焊接的主流技术是点焊。方法是用电极夹着钢板,然后通入电流,利用此时产生的热量(电阻热)来熔化并接合钢板。这种工艺存在的课题是所需时间长,焊接速度为每个焊点2.0~2.5秒。为了缩短焊接时间和工序周期,丰田采用了激光焊接法。 激光焊接法的焊接速度高达每个焊点0.3~1.0秒,比点焊快两倍以上。这是因为从一个焊点到下一个焊点的移动速度很快。激光焊接是利用透镜聚光产生的热量来熔融并焊接钢板的方法。通过控制透镜,可使激光快速移动至焊点,因此能够实现高速焊接。 普通的激光焊接存在质量不稳定的问题,比如钢板的焊缝容易烧穿或者出现孔洞,但丰田克服了这一难题。不过,该公司并未公开技术详情。 新的激光焊接机与点焊机一样,安装在工业用机器臂的顶端来使用。不过,由于每台机器人的焊接打点数更多,因此需要的机器人数量更少。最终,成功利用激光螺旋焊接缩短了焊接工序的周期。 钢材和铝合金均采用激光焊 为了让新开发的激光焊接技术不仅能用于钢材,还能用于铝合金,丰田正在努力推进开发。如果两种材料能够使用相同的焊接机,就能节省一条焊接生产线。而且,由于能够高速焊接,因此还能构建前所未有的小型焊接生产线。由此便有望使设备投资额降至1/2以下。目前,丰田使用点焊方式来焊接钢材,使用摩擦搅拌焊接方式来焊接铝合金。由于工艺不同,因此必须设置不同的焊接设备。 不过,激光焊接也存在课题,那就是铝合金容易断裂。在焊接之后进行冷却凝固时,铝合金的收缩幅度大于钢材,因此无法在与钢材相同的焊接条件下,使用激光焊接方式来焊接铝合金。丰田通过改进温度控制,抑制了铝合金断裂。据介绍,目前这项技术已有眉目,应用于车身的时间已经不远了。 CFRP面板的成型 面向碳纤维增强树脂基复合材料制成的前发动机罩及车顶等,丰田开发了可缩短周期时间的成型法。在射出树脂时,通过在模具稍微打开而不是完全闭合的状态下射出,以缩短加工时间。“雷克萨斯RCF CarbonPackage”采用新成型法之后,每块前发动机罩的周期时间缩短到了10分钟左右(图2)。而2010年上市的“雷克萨斯LFA”的前发动机罩的周期时间则长达1小时左右。另外,采用新成型法后,可将冲压机由合模力为3000tf(约29.4MN)的机型改为1000tf(约9.8MN)的小型产品,因此还可降低设备投资额。
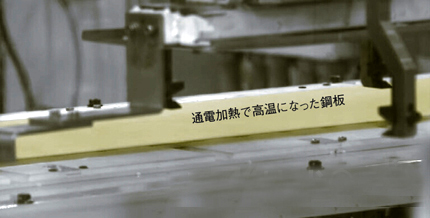
图2 “雷克萨斯RCF Carbon Package” 前发动机罩和车顶以CFRP成型。每块前发动机罩的周期时间为10分钟左右,远远低于以前的约1小时。 外侧使用树脂传递成型技术(RTM,ResinTransferMolding)。具体方法是,先切割碳纤维基材,将其放入加热至90~150℃的模具中,在模具温度为150℃的状态下直接注入树脂,然后让树脂凝固,等其凝固之后再将模具温度由150℃降至20℃,进行脱模冷却。 内侧则使用片材冲压成型技术。将长度不同的碳纤维(长纤维)和树脂片材放入模具,将模具温度提高至150℃,一边让树脂融化一边进行冲压,使熔融树脂流遍模具的所有区域。然后,待树脂凝固后,将温度由150℃降至20℃,进行脱模冷却。内侧的部件数量也由7个减少到了4个。 电加热火印的单件生产 丰田的电加热火印(Hot Stamp)技术利用可兼顾钢板成型性和高强度的火印方式,实现了逐个制造部件的“单件生产”(图3)。先对钢板加热,使其变软之后再进行冲压成型,然后利用与模具接触所产生的冷却效果并淬火,由此加工部件。由此可制造出尺寸精度出色的轻量化部件。
图3 采用电加热火印技术对钢板加热 利用钢板通入电流后产生的焦耳热,逐一为钢板加热。使加热变软的钢板成型后,在模具内冷却并进行淬火,以提高拉伸强度。 这项技术的特点是使用电加热器来加热钢板。利用钢板通入直流电后产生的焦耳热,逐一加热钢板。这样可将加热时间缩短到了10~20秒(不到原来的1/20),从而实现了小型生产线。具体来说,用电加热器将拉伸强度为590MPa的钢板加热至约900℃,并进行冲压成型,然后在模具内冷却,使强度提高至1470MPa。设备长度为2m,只有原来的火印设备的1/10。该技术可使设备投资额减少30%。 以前的火印技术使用气炉来加热钢板,每次处理5~20块钢板。加热炉长度为20m,加热时间长达4~6分钟。 小型涂装生产线 小型涂装生产线是使喷涂宽度(喷束图形)可变而实现的。正如区分使用粗笔和细笔来涂色的“线条画”一样,首先用较细的喷束图形细密地涂装边缘部分,然后以较粗的喷束图形高效涂覆中间部分。该技术可将涂装机器人的数量由原来的四台减少到两台。以前的涂装生产线使用的都是不能调整宽度的喷束图形,涂装较小的位置时,会导致很多涂料无法附着到工件上。 为了使新涂装生产线更小,丰田还开发出了一种小型装置,使用旋流的离心力来回收未附着到工件上的涂料。这项技术使工序周期比原来缩短了20%,设备体积缩小了40%。设备投资额也减少了40%。该公司计划从2015年夏季开始在生产“普锐斯”的堤工厂使用新的涂装生产线。 逐一生产仪表板蒙皮 使仪表板实现单件生产的是SimpleSlim搪塑成型机。仪表板蒙皮采用粉末搪塑成型技术来制造。该技术是在加热后的模具中放入粉末状树脂,在热的作用下使薄薄的一层树脂凝固。这样冷却之后,就能获得蒙皮状成型品(仪表板蒙皮)。 以前的粉末搪塑成型机使用正面设有加热区、左边设有成型区、右边设有冷却区的大型设备,将很多仪表板蒙皮集中在一起进行一次生产。而新的粉末搪塑成型机在一个地方进行加热、成型和冷却,并对仪表板蒙皮逐一成型。 具体方法是,在对模具加热的同时,使其与原料罐一同旋转来成型。加热时使用红外线加热器,并在必要时只加热相关位置。这样可使成型温度比原来降低20℃。冷却采用进一步旋转模具并从后方喷水的方法,实现了均匀的高速冷却。 新的粉末搪塑成型机的安装面积为5m×9m,与原来的10m×12m相比缩小了62%。设备投资额减少了30%,仪表板蒙皮的成本降低了21%。 由于能够逐一更换模具,因此还能混流生产。先由机器人取出模具,然后由作业人员将成型好的仪表板蒙皮从模具中剥离出来。机器人则利用这一时间,将其他模具放入设备。这种包含装夹时间在内的周期时间为240秒。丰田计划2015年夏季为高冈工厂导入这种新型成型机。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |