您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文
您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文|
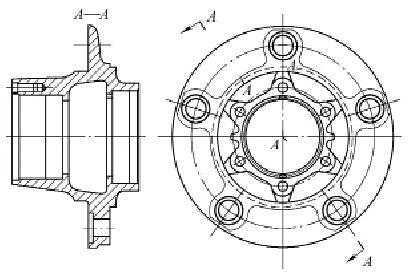
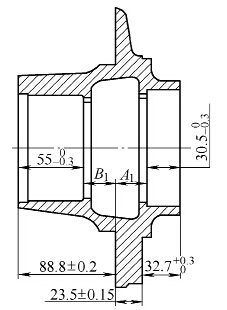
我公司某汽车后桥轮毂在加工过程中因没有加工余量而导致废品,本文对其具体原因进行了调查分析。 该零件为全浮式结构汽车后桥的轮毂(见图1),工艺流程中的其中一段为:半成品(外协)→半精加工→精加工。
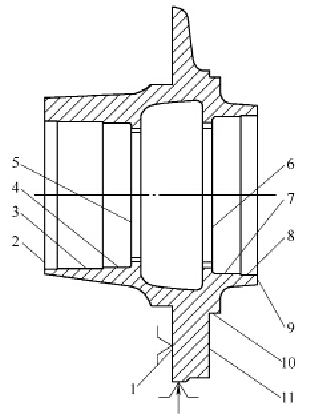
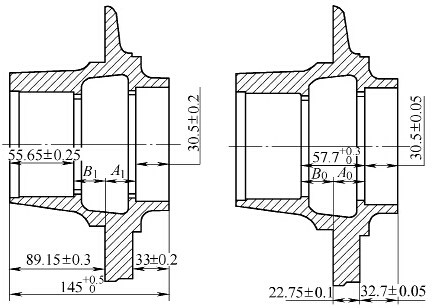
内孔、端面和法兰面为该段工序的加工表面,如图2中粗线所示。该段加工工序采用数控车床加工:法兰A面贴平专用卡爪端面,卡爪夹紧外圆。车法兰B面→车止口→车端面→车台肩面5→车孔7→车孔8→车台肩面6→车孔4→车孔3→车孔2。 通过该工序加工后,大约有15%的台肩面5或台肩面6无加工余量而导致废品。通过调查,该轮毂半成品由两个厂家提供,通过统计两个厂家的半成品因台肩面5或台肩面6无加工余量产生的废品率,发现废品率相差不大,初步排除厂家制造问题。判定为加工工艺存在问题。 半成品的轴向尺寸及以上工序加工后轴向尺寸分别如图3和图4所示。
1.法兰A面 2、3、4、7、8.孔?5、6.台肩面 9.端面10.止口 11.法兰B面
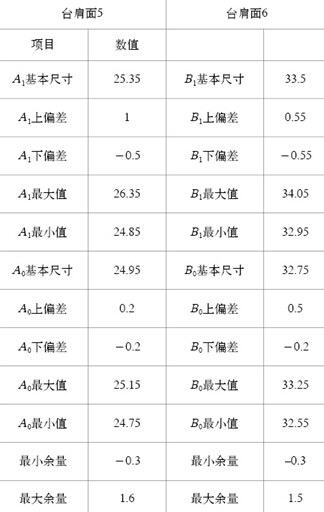
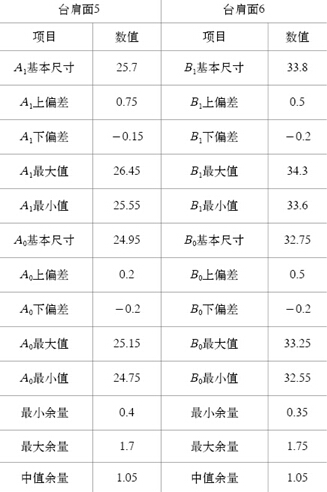
通过计算,加工余量见表1。由表1可知,在极限尺寸时,台肩面5和台肩面6都存在无切削余量的情况(余量–0.3mm),由此,可以判定半成品图样设计余量不合适导致废品。 表1 台肩面加工余量 (单位:mm)
针对该问题,将半成品图轴向尺寸做如下调整(见图5),调整后,加工余量计算见表2。
表2 台肩面调整后的加工余量 (单位:mm)
结语 通过对半成品轴向尺寸的调整,使其半成品粗加工的精度在IT12~IT13,符合粗加工经济性要求,同时也满足后续工序的余量控制要求。完全杜绝了台肩面无加工余量而导致废品的现象,废品率由之前每月约15%下降为0%,消除了约4万余元的月经济损失,取得了较好的经济效益。(作者:邱春繁)
|
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |