您的当前位置: 首页 > 资讯中心 > 企业资讯 > 正文
您的当前位置: 首页 > 资讯中心 > 企业资讯 > 正文|
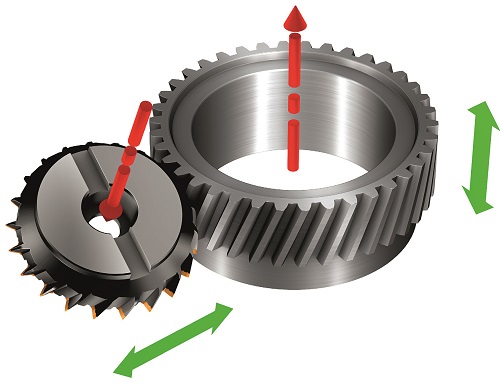
强力刮齿(Power skiving)是山特维克可乐满的一个解决方案。先使用可转位刀具进行粗加工,然后用强力刮齿结合整体精加工刀具进行精加工。该解决方案比传统齿轮加工工艺更加优越,能将生产周期缩短50%以上。
山特维克可乐满着眼于不同机床、不同产品和工艺的加工应用,开发出一系列的刀具(滚刀、盘形铣刀、强力刮齿、Invomilling铣刀)和加工方法以提升生产效率: 山特维克可乐满盘形铣刀适用于精加工和粗加工。在多任务机床上加工齿轮时,先用高效多齿刀具(例如,uP-Gear铣削)进行粗加工,然后使用山特维克可乐满Invomilling铣刀进行精加工。Invomilling方法能适用于不同形状的齿面和齿根,这让齿轮设计者不必受齿轮加工方式的约束。 在加工机床生产中小批量的齿轮时,可转而采用更先进、更灵活的齿轮加工方法。这也意味着通用型刀具将逐渐替代应用范围狭小的特种齿轮加工刀具。正是可转位刀片让这一切成为可能。 而且,山特维克可乐满新开发的CoroMill171和CoroMill172可装配各种刀片,能生产模数从0.8到10的各种花键、齿条和齿轮。当然,这些刀具能为传统机床以及先进的加工中心带来更高的生产效率。另一个优势是山特维克可乐满盘形铣刀刀片可以用于不同模数的齿轮加工。 山特维克可乐满滚刀可提高传统型和新型齿轮加工机床的生产效率,减少加工时间。滚刀优异的加工能力得益于模块化刀具技术,使机床快速换刀,同时获益于山特维克可乐满Capto快换工具系统,以及其支持系统和轴适配器。因此,刀具安装更牢固、更准确且设置更便捷。通常来说,机床的停机时间能从30分减少至5分钟。 使用齿轮加工的机床中大多数类型的齿轮、花键和齿条时,盘形铣刀是一个通用且性价比高的解决方案,而且该刀具既可用于旧式机床,也适用于新式机床。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |