 您的当前位置: 首页 > 资讯中心 > 技术文库 > 正文
您的当前位置: 首页 > 资讯中心 > 技术文库 > 正文|
前言 目前社会生产的发展对锻造设备提出了如下更高的要求: ① 提高设备生产率,降低设备故障率,适应锻件交货期短的趋势; ② 提高设备的通用性,适应多品种小批量生产的趋势; ③ 提高设备精度从而提高产品精度并且降低原材料消耗; ④ 提高可维修性及安全性; ⑤ 节约能源,改善工作环境; ⑥ 提高设备数字化和自动化能力。 1 单杆排油打液气锤的工作原理 单杆、排油打液气锤液压系统如图1所示。其工作原理是:在锤杆活塞上腔密闭一定体积和压强的气体,锤杆活塞下腔连通受控高压油。当液压站提供的高压油,经过主操纵阀、快放阀进入锤杆活塞下腔时,锤头回程,同时锤杆活塞上腔密闭的气体被压缩蓄能。当主操纵阀换向,快放阀在压差作用下快速打开,锤杆活塞下腔受控高压油快速泄低压时,锤头打击。其技术的关键在于主操纵阀和快速放液阀的性能。 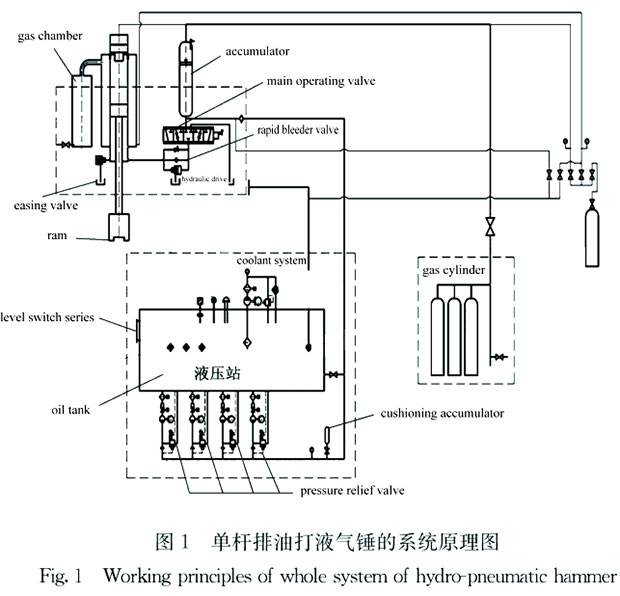
2 液气锤常见故障及原因分析 2.1 锤杆活塞油气互串 由图1可知,液气锤锤杆活塞上腔是密闭的一定体积和压力的氮气,锤杆活塞下腔连通受控高压油,是油气同缸,所以油气互串不可避免。锻锤工作过程中系统压力达到10 MPa以上,打击时锤头的运行速度达到7 m??s-1以上,PV值很高,缸衬外围是密闭的氮气,散热效果不很理想,所以锤杆活塞的密封圈工作环境较差,寿命相对较短。据某锻造厂统计,采用国产密封圈,平均寿命只达到4个月;采用德国进口密封圈,平均寿命也只达到10个月。锤杆活塞密封效果降低,就会在工作过程中使下腔的高压油窜入上腔,主缸上腔的氮气压力越来越高,锤头的回程速度越来越慢,灵活性越来越差。当窜油严重时,每个班需要多次放油。锤头停止工作时,主缸内的氮气又会漏到下腔而排入邮箱,压力不断降低,再开锤时必须重新充气,否则达不到额定能量。此时,锤杆活塞的密封圈必须更换。更换锤杆活塞的密封圈时,必须先将主缸内的氮气放掉,拆下缓冲缸系统,脱开锤头与锤杆的连接,更换完成后再重新充气到额定气压。这项维修是在锤上进行,属高空作业,维修困难,而且也不可避免带入污染物。 2.2 缸衬下部油气互串 由图1可知,缸衬下部也是液气锤油、气的交界面,该处的密封失效和锤杆活塞密封失效的故障现象是一样的。原因主要有:加工精度差、密封圈质量差、缸衬串动、锤头偏击使锤杆弯曲带动缸衬侧向挤压定位面破坏了原密封精度。在锻锤的实际生产过程中,该处的密封圈为静密封,寿命要高于锤杆活塞的密封圈寿命,但该密封一旦失效,维修更加困难。更换密封圈时,必须先将主缸内的氮气放掉,拆下缓冲缸系统,脱开锤头与锤杆的连接,提出锤杆和缸衬,有时由于行车高度不够还需拆掉主缸,在提锤杆时有可能将缸衬一并提出,还必须将二者分开,更换完成后再重新充气到额定气压。这项维修也是在锤上进行,属高空作业,维修困难,停机时间长,而且不可避免带入污染物,还容易造成零件碰损。一旦该处密封面尺寸精度遭到破坏,维修率将大幅度提高,有的甚至必须拆下动力头重新加工。实践证明,在备品备件充足的条件下,该处是停机时间最长维修最复杂的故障点。 2.3 内漏生热 液气锤主操纵阀的原理如图2所示,是一特殊设计的随动阀,由阀芯、随动阀、固定阀套等组成,特点是用很小的操纵力使大通径滑阀得到准确的移动。 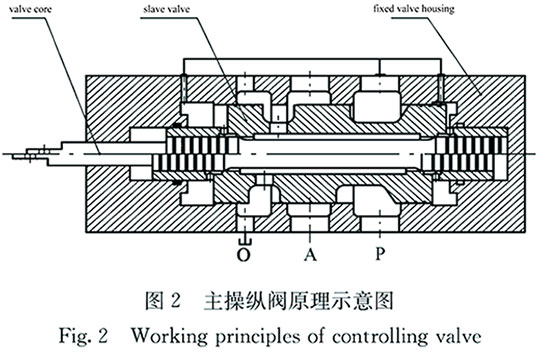
由图2可知,液气锤主操纵阀为一特殊设计的随动阀,是滑阀机能。其灵敏性和密封性能是靠阀芯和随动阀的间隙和掩盖量控制的,这是矛盾的统一体,掩盖量小,随动阀的灵敏性好,锤头的灵活性高,但同时密封性能和寿命差;掩盖量大,密封性能好,但同时随动阀的灵敏性差,锤头的灵活性差。在生产过程中,操纵手柄每操控一次,随动阀也会运动一次,锤头跟随运行一次。锤头运动越频繁,随动阀运行也越频繁。当一定时间后,阀芯的掩盖部分及随动阀间隙均会变大。由液压理论可知,环缝间隙的流量和环缝间隙的立方成正比。当间隙变大,内漏量明显变大,这可在锤头静止不动时由系统卸荷次数直观确定。主操纵阀内漏越大,系统温升越快,温度越高,介质油的粘度越低,从而促使内漏增大,形成恶性循环。严重时系统无法正常工作,必须更换主操纵阀。 另外,由主操纵阀的原理可知,在随动阀跟随阀芯移动过程中,需放油的驱动端仍通过小孔进油,只是进的少、排的多,这不仅影响随动阀的灵活性,而且也是一个原理性的生热点。不正常生热都会造成能源的浪费。 2.4 冷锤现象 所谓的“冷锤”现象是指司锤在正常工作过程中,需要锤头慢下时,锤头却形成打击。“冷锤”是出现废品甚至工伤的主要原因。打“冷锤”的原因是由于快速放液阀受到扰动不正常打开造成的。快速放液阀位于主操纵阀和锤杆活塞下腔之间,是一个液控开关。由浮动环、浮动套、阀套、后堵等组成。快放阀接受主操纵阀的指令,控制油液的进入和快速排放,保证锻锤工艺动作的实现。其结构原理如图3所示。 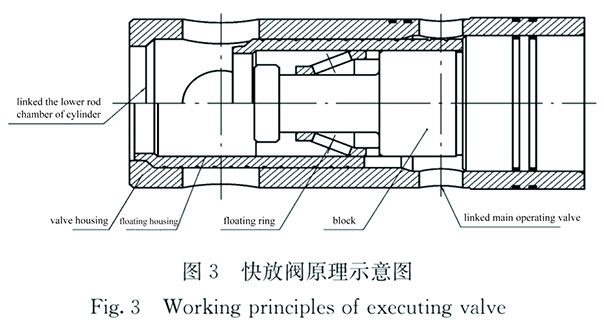
图3中心线下部的所示是锤头慢下时快速放液阀各零件的位置,浮动环右端与阀堵贴合,形成节流,浮动套右端油压有所下降,但由于浮动套左端受高压油作用的面积较右端小,使得浮动套仍能保持不动,锤杆活塞下腔高压油经主操纵阀慢慢卸掉,锤头缓慢下降。此时一旦出现不应有的扰动,浮动套就有可能打开形成打击,即出现“冷锤”。浮动套一旦打开形成打击,再想收锤就比较困难了。 2.5封下口喷油 封下口喷油是指大量高压油瞬间从封下口喷出,喷到锤下的热工件上就会造成着火。在生产过程中发生此故障往往都会造成非常严重的后果,甚至造成人员伤亡。造成此故障的原因一是由于封下口脱落,二是由于锤杆从中部断裂。防止封下口脱落可采取定时维护来预防,但锤杆从中部断裂是很偶然的,很难预见。为此有的用户采用乳化液替代液压油来充当驱动介质。但乳化液粘度系数小,润滑性能差,水易挥发造成性能稳定性差。有的设备在封下口部位安装行程开关或接近开关用以采集锤杆断裂的信号,当采集到锤杆断裂的信号后,马上发讯关停电机。但液气锤系统都设置了相当容量的蓄能器,如果只关停电机而不能封堵蓄能器,同样会造成喷油着火事故。另外电器元件装在锻锤上易坏且不易察觉。最理想的是采集锤杆活塞下腔的压力信号,用机械装置封堵蓄能器。但液气锤锤杆活塞下腔的压力信号是交变的,低压信号和锤杆断裂喷油时的信号是相同的,所以对液气锤来讲靠采集锤杆活塞下腔的压力信号,用机械装置封堵蓄能器是不能实现的。 由此可见,虽然液气锤和蒸-空锤相比已有了质的飞跃,经过许多工程技术人员的不断总结和提高,液气锤已在各种工况条件下、在各种规格系列的锻锤上得到成功应用,但由于仍然存在上述的许多不足,为正常生产带来许多不便,不能很好适应社会生产对锻锤提出的新要求。要想彻底解决这些问题必须采用全液压驱动液压锤――电液锤。 3 全液压驱动电液锤的原理 全液压驱动电液锤是指锤头的打击和回程均为液压油驱动的液压锤。其原理是:锤杆活塞下腔常通高压油,通过控制活塞上腔油的进出来实现打击和回程。上腔进高压油时,虽然锤杆活塞上下腔油压相等,但锤杆活塞上端是一个圆的面积,锤杆活塞下端是一个环的面积,由于有面积差形成作用力差,再加上落下部分的自重实现向下打击;活塞上腔泄低压时,液压油作用于活塞下端环面积的力克服落下部分的重力及相应的摩擦力实现回程。 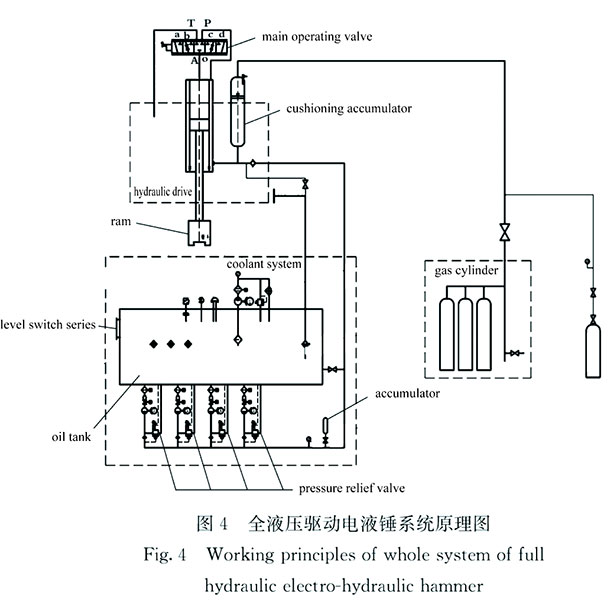
图4所示是由北京宁远兴达技术开发有限公司已研制开发的全液压电液锤液压系统。由图4可见,系统输出的高压油直接连通蓄能器和锤杆活塞下腔C,当主操纵阀处在O位时,锤杆活塞的上下腔互不联通,锤杆停在任意位置;当主操纵阀处在b位时,锤杆活塞上腔B通过较小的通径和油箱连通,以较慢的速度放油,锤头就以较慢的速度上行,即慢上;当主操纵阀处在a位时,锤杆活塞上腔B通过较大的通径和油箱连通,以较快的速度放油,锤头就以较快的速度上行,即回程;当主操纵阀处在c位时,锤杆活塞上腔B通过较小的通径和系统高压油连通,系统的高压油以较慢的速度进入锤杆活塞上腔B,锤头就以较慢的速度下行,即慢下;当主操纵阀处在d位时,锤杆活塞上腔B通过较大的通径和系统高压油连通,系统的高压油以较快的速度进入锤杆活塞上腔B,锤头就以较快的速度下行,即打击。 该系统将控制阀和执行阀合二为一,只利用一套自行研制伺服滑阀来控制锤杆活塞上腔高压油的进出及进出油量的大小。该主操纵阀的每个位置都是可无级调节的距离段,非常方便操纵。由于滑阀具有过渡态且为无级变化,伺服滑阀通过精确控制阀开口的大小及开断就可以做到用同一套操纵系统实现锤头的慢升、慢降、打击、回程、急收、任意位置悬锤、压紧、不同行程不同频次连续打击等动作。所以该系统即可满足模锻锤的工艺要求,也可满足自由锻锤的工艺要求(专利技术)。 4 全液压电液锤的性能优点 由全液压驱动电液锤的原理决定了其具有如下优点:(1)杜绝了锤杆活塞及缸衬下端的油气互串问题;(2)回程时活塞上腔背压很低,在系统压力相对较低的条件下回程速度提高,打击频次加快,从而生产率显著提高;(3)去掉了主缸配气系统和副气罐,使结构简化;(4)由于锤杆活塞密封圈的工作环境得到改善,同时由于对锤杆活塞的密封要求降低,使密封圈的寿命大大提高,更换次数大幅度减少;(5)由于活塞下腔通常高压,故打后锤头回程不滞后,焖模时间短,模具(砧块)寿命提高,且工人翻转工件方便省力。 另外,由北京宁远兴达技术开发有限责任公司研制开发的全液压驱动自由锻电液锤还具有如下特点:(1)快进油口和快放液口均为伺服控制,杜绝了液气锤偶尔出现的“冷锤”现象,操作更加安全可靠;(2)主控阀为自行研制的专利控制阀具有滑阀控制和锥阀密封的双重特性,增加了阀口开闭的可控性和密封性,使系统内漏减小,生热减少,且适用范围广,可以满足1~20 t模锻锤及1~10 t自由锻锤的需要;(3)控制系统能够对系统的用油量进行实时监控,当系统用油量多时多台泵同时带载,当系统用油量少时个别泵带载,其余泵实施强行卸荷,这可大幅度降低泵和卸荷阀的卸荷次数,减少液压冲击,提高了泵和卸荷阀的寿命;(4)系统设置超压保护和失压保护,当主进油软管破裂或锤杆中部断裂从密封下口喷油时,系统能及时关闭蓄能器油路出口并随即关停电机,提高了系统的安全性,该技术采集的是锤杆活塞下腔的压力信号,通过机械连锁实现安全保护,克服了电信号对电路通断的依赖,更加安全可靠。其中,(2)(3)、(4)所述技术已申请专利。 到目前为止该系统已成功应用于2、5和10 t模锻锤,1、3、5和8 t自由锻锤、0.5,1、2和3 t单臂自由锻锤。 有一些实例也可说明电液锤比液气锤的优越。一是0.5吨单臂锤,0.5吨单臂锤的主要性能要求是高频次的轻击快打,在额定气压下的0.5吨蒸空单臂锤轻击快打的频次可达200次每分钟左右。原来有两台用通过液气锤技术改造的0.5吨单臂锤每分钟轻击快打的频次最快只能达到130-140次,压锤严重,工人不愿使用。通过用全液压的电液锤技术进行改造后,每分钟轻击快打的频次最快可达到180次,虽然和气锤比稍有降低,但基本上满足了工人的司锤习惯。这样就可使拥有0.5吨单臂锤且必须使用的企业彻底摆脱蒸汽锅炉或空压机,达到节能的目的。 另外南京某公司原来拥有3台5吨自由锻液气锤和一台3吨单臂液气锤,2008年与北京宁远兴达技术开发有限公司合作将3吨单臂液气锤改造为全液压电液锤,在使用一年后,明显比较出其性能及稳定性比液气锤的优越,2009年又将一台5吨双臂自由锻液气锤改造为电液锤,通过与液气锤对比其重及频次由液气锤的55次每分钟增加到65次每分钟,真正是趁热打铁,停机维修时间由每月平均3天降低到1天,产能增加了30%。这两台设备的改造只是将原来的液气动力头更换为新的全液压动力头,原来的液压站、电控系统、管路都不用动,停产的时间最多3天。 5 结语 只要设计合理,全液压电液锤原理不仅可满足模锻锤的工艺要求也完全可满足自由锻锤的工艺要求。实践证明,全液压电液锤不仅从原理上而且从性能上都比液气锤优越,和液气锤相比故障率可降低60%以上,并且维修维护方便,是液气锤的升级换代产品。单杆排油打液气锤和全液压电液锤的液压站和控制系统均可互换,在目前液气锤的基础上只要更换原动力头或对原动力头进行二次加工改造就可将原液气锤升级为全液压电液锤。 参考文献: [1] 高乃光. 锻锤[M]. 北京:机械工业出版社,1987. [2] 李永堂. 锻压设备理论与控制[M]. 北京:国防工业出版社,2005. [3] 吉明. 锻锤[M]. 北京:中国工业出版社,1961. (转载:请标明出处、作者等信息)
|
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |




