 您的当前位置: 中国锻压网 > 资讯中心 > 正文
您的当前位置: 中国锻压网 > 资讯中心 > 正文|
曲轴磨削本身是一门艺术,其作为发动机的核心部件,不仅需要加工时间长而且要求极高的加工精度,其繁杂的加工步骤就是巨大的挑战。在此,不仅要求各个圆面(半径)必须绝对精确地均匀平整,也就是说在精度上必须浑圆完美,而且要求轴承的平面必须完美无缺。简而言之:作为发动机核心构件,曲轴的每个表面仅允许最极限的公差,否则,将不能保证发动机的完美运行。 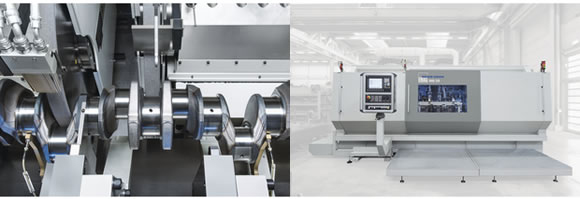
可能存在的细节缺陷 人们可以很容易地想象到,半径和平面的组合磨削很可能存在的诸多缺陷。因为在这样的组合磨削中,为了确保轴不被“折弯”,只能施加比较微弱的压力,而磨削圆平面却需要更多的加工工序。对比而言,在磨削平面时,磨削压力沿着轴向作用,因此该压力完全可以忽略。因此,该加工过程对于砂轮本身同样带来不同的负荷并产生相应的磨损,这一点不言自明。 对角线磨削是一个解决方案 考虑到这些问题,我们可以简单得出结论,只能将两个磨削工艺进行分离并独立执行各自的加工。然而,这样的处理方式必定将以牺牲加工时间为代价。埃马克的工程师正视这个问题并为此开发了“对角线磨削” 方案——也就是在一个多级工艺流程中,既可以磨削轴承座,也可以磨削平面台肩的磨削加工工艺。由于埃马克公司模块化的PB-结构系列机床所创造的坚实技术基础,使这个极具整体性且复杂的对角线磨削工艺,通过精确到点控制的磨削速度和轴的运动已经最终得以实现。 这种工艺的应用,可以大幅节省了加工时间和运行成本(例如:更低的砂轮磨损),从而最终确定整个部件加工成本的下降,尤其是对于曲轴大批量生产来说,可以带来具有决定意义的竞争优势。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |





