您的当前位置: 中国锻压网 > 资讯中心 > 正文
您的当前位置: 中国锻压网 > 资讯中心 > 正文|
随着汽车工业节能和轻量化的需求,要求汽车零部件在满足性能要求的同时尽可能的实现重量的最小化,甚至同一零件的不同位置也要求不同承载能力的差异化,被称为零部件的性能柔性分布。变厚度板技术就是一个典型的实现零件性能柔性分布的先进的制造工艺。中国汽车材料网就此轻量化技术的国内外开发与应用进展等议题,对宝钢首席专家高永生博士进行了专访,为您深度解析轻量化新技术——VRB变厚度板技术,以下是采访的实录。
中国汽车材料网(Auto-Material,以下简称AM):高博士,您好!近几年您在宝钢一直从事变厚度板的应用开发,今天请您给行业的朋友简要介绍一下这项轻量化的新技术。我们注意到关于变厚度板,此前有称作TRB(Tailor-Rolled Blanks)的,宝钢研发的这种变厚度板为何叫VRB?与TRB有何区别? 高永生:目前国际上生产汽车变厚零件的最大供应商是德国的Mubea公司,TRB是MuBea公司沿用的名字,是它的注册商标,英文意思是Tailor-Rolled Blanks。为了在今后的应用中避免知识产权方面的麻烦,宝钢采用VRB来表示变厚板的意思,英文意思是Variable-thickness Rolled Blanks,中文名字是“变厚板”,以便于国内用户的使用。
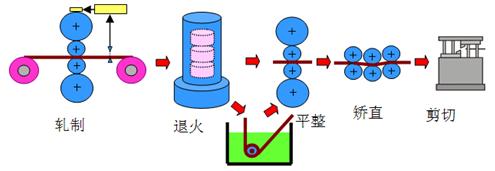
AM:VRB板是如何制造出来的,能否简要介绍一下VRB的工艺过程? 高永生:变厚度钢板是通过轧钢机实施柔性轧制获得的。在轧制过程中,借助于特殊设计的轧机的压下厚度自动控制系统(液压AGC),控制轧辊的位置,使其间距实时地调整变化,从而使轧制出的薄板在沿着钢板轧制方向上具有预先定制的变厚度分布。
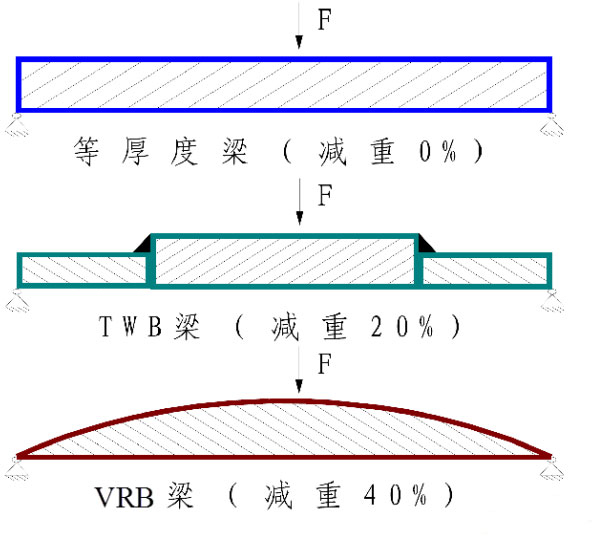
VRB的典型工艺过程 轧制是生产变厚度钢板工序的核心,但是得到满足冲压成形需要的钢板还要经过一系列的后续工艺过程,例如退火、平整、涂层、剪切、涂油等等。退火可使轧制后的金属形变晶粒重新转变为均匀的等轴晶粒,消除形变强化和残余应力的影响,形成各向同性的坯料以利于进一步的冲压成形。平整工艺可消除材料的屈服平台,并获得冲压所需要的良好的板形性能,为板料平顺输送和成形过程中板料的精确定位提供保障。表面涂油可有效地进行板料在运输和存放期间的防腐,同时也会增加坯料冲压过程中的润滑效果。 目前变厚度钢板分为两大类,一种是非镀层钢板,另一种是镀层变厚度板,包括具有铝硅镀层的热冲压用变厚板。未来随着对汽车防腐要求越来越高,非镀层变厚度钢板的使用可能会减少,热镀或者电镀的镀锌变厚度钢板的应用需求会增加。 AM:目前汽车工业激光拼焊板(TWB: Tailor Welded Blanks)应用已经非常广泛,VRB板与TWB板技术存在哪些优缺点? 高永生:激光拼焊板(TWB: Tailor Welded Blanks)是采用激光焊接技术把不同厚度、不同材料的金属薄板焊接在一起,然后再进行冲压制作成各种零件,与常规等厚度板料相比其减重效果可达20%。由于TWB可以根据需要任意进行拼接,因而具有极大的灵活性。但在板料的拼接处存在着厚度的突变,这使回弹预测、模具设计制造、焊缝移动控制成为新的课题;且焊缝引起了的材料硬化现象,影响后续的成形,使TWB不适宜成形车身外覆盖件。而且激光拼焊板对焊缝的质量要求很高,焊缝的开裂也是影响拼焊板成品率的因素之一。 相比之下,变厚板技术在零件结构方面没有焊缝,表面质量好,有可能做汽车覆盖件。由于零件的厚度是连续变化的,而且用过渡区代替焊缝,连接强度大幅度提高,均匀性好,强度分布连续,根据应力均衡原理,变厚板零件的轻量化效果更好。
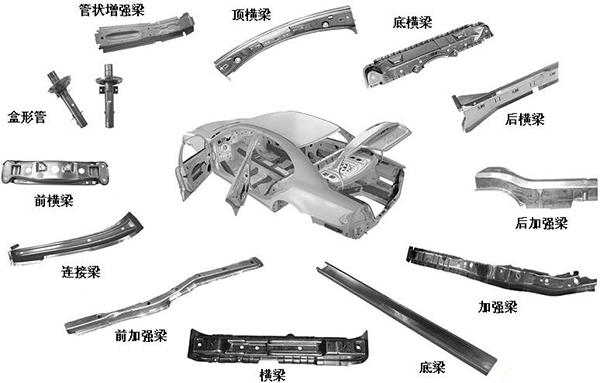
TWB与VRB的轻量化效果比较 在零件生产和制作工艺方面,工艺操作与普通的等厚度板料的成形基本相同,可连续性生产,生产效率高。而且过渡区光滑连接,比拼焊板厚度突变的模具设计简单。 在成本方面,相比多条焊缝的TWB板,VRB板具有明显的竞争优势。 当然,VRB板也存在一定的不足: 1)与激光拼焊板相比,由于VRB技术的板料仅是单一材料牌号,因而零件形状拼接时灵活性不足。 2)由于是由整块板料轧制而成,也不能将不同材质的钢板拼接到一起。 3)考虑到材料的利用率,对于中空的零件,VRB板料的材料利用率比TWB将大为降低。因此,类似车身侧围这样的中空零件,变厚板的材料利用率要比激光拼焊板低,而对于长形的实心零件,变厚板技术将会是最佳选择。 AM:VRB技术有很多优点,其可以应用到汽车的哪些部件上? 高永生:变厚板技术特别适用于长形的实心零件,如门槛、纵梁等。经过对国产某B级轿车的零件梳理,发现至少有近20个零件可以应用变厚板技术设计和制作,包括前后地板纵梁、B柱和门槛加强板、顶盖各个横梁、仪表盘支架、中通道加强板等等,统计下来仅零件重量就有75kg之多。
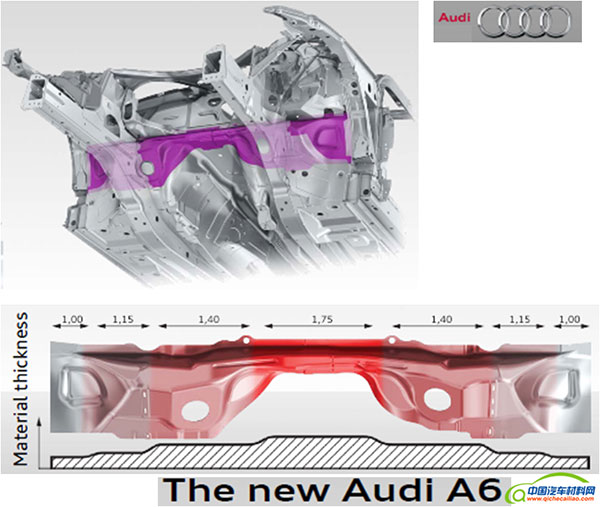
VRB在车用车上的典型应用零件 AM:如何保证板坯的尺寸精度和性能分布的均匀性? 高永生:变厚板零件的坯料是利用具有特殊设计的压下厚度自动控制系统高性能轧钢机,根据精确设计的板料厚度分布进行实时厚度控制,从而得到的薄板在沿着钢板轧制方向上具有预先定制的精确的变截面形状。厚度精度可以精确地控制在 0.05mm之内。在长度方向上,轧机根据钢板测厚仪进行精确定位,可使长度精度控制在 2.0mm之内。 与激光拼焊板不同,变厚板零件是由一块钢板制成,在进行成形和退火等工序时,无论是厚区还是薄区,其性能是连续分布的。同时,过渡区的光滑连接可使变厚板具有良好的吸收能量效果,比激光拼焊板抗冲击性能好。 AM:采用VRB技术的汽车钣金件,其零件的结构设计上与传统钣金件存在哪些差异,有哪些需要注意的? 高永生:变厚板零件是定制的零件,设计时须根据车身的力学性能要求、尺寸限定、与其他零件的连接条件等等因素进行特殊设计。根据零件在结构中的功能和尺寸要求,设计时将会考虑如何把每一处的材料充分利用好,简言之,就是如何在同样功能条件下用材最少。在设计上会考虑一下几个方面: (1)零件结构条件:根据等强度的原理,零件厚度会是一个二次曲线的分布;根据刚度条件,厚度会是一个线性分布;同时也会考虑与其他零件的连接等边界条件的要求而形成的组合结构方式。 在结构中也可能会有一个过渡区连接两个等厚区域的情况,这个过渡区的长度一般为这两个等厚区的厚度差的100倍,例如如果零件的厚度由2.0mm变化到1.5mm,中间过渡区的长度大约为50mm。这个1:100的比例取决于轧辊直径大小和轧机的轧制速度。 (2)材料性能的变化:对于等厚的普通钢板来讲,经过轧制、退火、平整等工序,用户得到的板料的材料力学性能基本是均匀的。但是变厚钢板的轧制使得不同的厚度区中的轧制变形量是不同的,因而导致整个零件在退火后所反映的力学性能是有差异的。因此如何制定一个合理的退火曲线来保证零件中各个区域的力学性能在材料质保书所要求的范围之内,也将是一个视零件的厚度和特殊要求进行设计的重要因素。 (3)轧机的能力:零件中的最大和最小的厚度变化(即最大减薄量)受到轧机的轧制能力的限制。过大的减薄量也会对轧后板料的板型不利,进而也影响性能的分布。 宝钢已经具备变厚板零件设计、零件成形过程中的工艺仿真、变厚板成形模具设计、零件质量评估等一揽子技术支持能力。同时,也会根据零件的功能的需要,适当调整零件厚度分布的设计来适应零件成形过程中金属的流动,最大限度地发挥材料的成形性能,提高成形极限裕度,增加零件成品率。 AM:VRB技术在国外汽车上有哪些成功的应用案例? 高永生:国外的主要汽车制造商都已将VRB技术当做轻量化的重要选项。奥迪在扭力梁中采用液压成形的变厚度钢管,厚度从1.8mm变化到3.2mm,减重1.18kg,幅度达23%。同时奥迪也在前挡板加强横梁、中通道以及侧翼加强件(减重1.3kg)、门槛梁和地板横梁加强件(减重1.9kg)等零件中使用VRB技术,并与热成形技术结合起来。
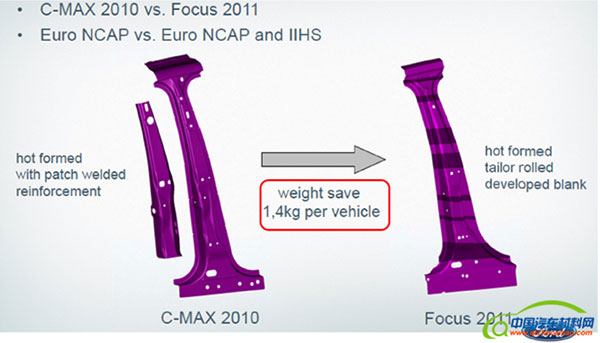
奥迪A6的VRB与热成形复合工艺强挡板加强横梁 福特使用VRB技术制作B柱的例子是众所周知的。通过VRB技术改造,将B柱和其加强板合并成为一个零件,减重1.4kg,达10%。 FOCUS的VRB与热成形复合工艺B柱。
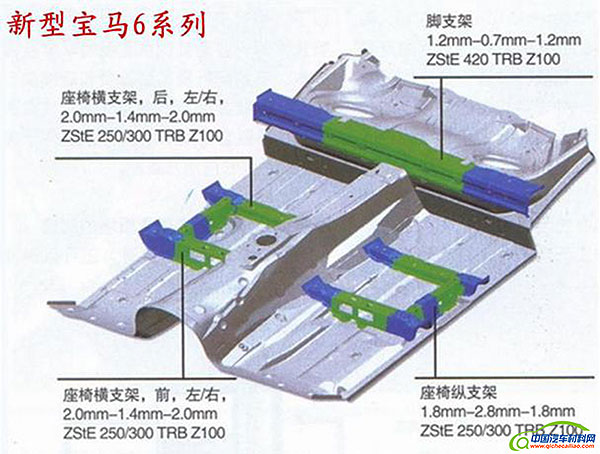
宝马利用VRB技术对地板总成进行技术改造,包括地板总成的脚支架、前后座椅横梁和座椅纵支梁等,使得总成零件数量由19个减少到7个,达到了减重和降本的效果。其次,宝马也将VRB技术应用于B柱和门槛。
奔驰汽车在中通道加强板和各个纵梁及加强件使用VRB零件。 大众汽车在B柱总成中利用VRB技术合并零件数量,获得了1.8kg的减重;在顶盖横梁上的应用也获得了减重0.5kg的效果。 AM:宝钢的VRB技术通过几年的研发,目前在国内是否有成熟的应用,市场推广情况? 高永生:目前的国家排放法规的颁布和实施会给各个汽车制造商进行车身轻量化带来推动力,VRB技术将会成为各个汽车厂家逐步采纳和利用的减重降排方案之一。与传统等厚度汽车钢板的使用相比,VRB板的技术含量更高,轧制和退火等工序更加复杂,在制作成本上会有所增加,但是其优秀的减重效果和设计柔性都会使该技术成为首选的轻量化应用方案之一。 宝钢的产业化的小型轧机形成了小批量的供货能力,具有灵活、快捷和高效的市场覆盖;产业大轧机将于2016年下半年投产并具备批量供货能力,届时宝钢将形成材料高低搭配、规划大小覆盖、能力全方位体现的能力新格局。加之宝钢雄厚的材料开发和性能保障体系、具有竞争力的材料价格框架、自身赖以生存的产品质量保障系统、从零件设计、成形仿真、模具设计、质量评估的全流程的技术支撑能力,会使宝钢进一步完善宝钢的轻量化技术的应用开发和产业化能力。 编后:每种轻量化技术都有其自身的优点和不足,新技术技术的应用也需要不断的从用户和市场需求出发,不断地改进。VRB的出现,无疑是对现有激光拼焊板技术的有利的补充,但目前国内应用尚处于起步阶段。供应商也应用积极寻求与下游用户开展技术合作,摸索出适合中国汽车工业自身特点新技术应用推广模式,进一步促进汽车工业技术的进步。 高永生简介: 高永生博士1982年2月获东北大学金属压力加工学士学位 1991年获北京科技大学机械工程学院工学博士学位; 1991-1993年北京科技大学材料工程学院博士后工作; 1992年获副教授职称,并担任北京科技大学金属压力加工系计算机应用教研室主任,主要研究方向为金属材料特性、金属变形过程与行为及其计算机模拟、金属轧制技术与设备研发。期间,发表论文40余篇,专著4本,发明专利6项,指导硕士研究生11名,博士研究生一名。 1998年赴加拿大工作,2000年获加拿大注册工程师资格,2002年起任加拿大Magna发动机与变速箱集团PFC研发部经理和高级专家。2008-2009年参加Magna委托加拿大多伦多大学主办的“创新与管理”专职培训,并获得硕士学位。2011年始,任宝钢研究院汽车板所首席研究员,结合宝钢汽车板的产销研需要,主要从事先进高强钢材料和成形特性研究、汽车车身设计轻量化技术、车身总成结构的材料解决方案,VRB技术研发及先进高强钢应用技术的先期介入(EVI)方面的研究工作。
|
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |