您的当前位置: 中国锻压网 > 资讯中心 > 正文
您的当前位置: 中国锻压网 > 资讯中心 > 正文|
3.合理制定技术条件 合理制定技术条件(包括硬度要求)是防止淬火变形、开裂的一条重要途径。局部硬化或表面硬化就可以满足使用要求的,尽量不要整体淬火。对于整体淬火模具,局部可放宽要求的,尽量不要强求一致。对于成本高或结构复杂的模具,当热处理难以达到技术要求时,应更改技术条件,适当放宽那些对使用寿命影响不大的要求,以免因多次返修而造成报废。 对于所选用的钢种,不能以其所能达到的最高硬度作为设计时规定的技术条件。因为最高硬度往往是用尺寸有限的小试样测得的,与实际尺寸较大的模具所能达到的硬度相差很大。由于追求最高硬度往往需要提高淬火冷却速度,从而增大淬火变形与开裂倾向,所以用较高的硬度作为技术条件,即使尺寸较小的模具也会给热处理操作带来一定的困难。总之,设计者应根据使用性能和选定的钢种,合理地制定切实可行的技术条件。此外,在对所选定的钢种提出硬度要求时,还应避开产生回火脆性的硬度范围。 二、合理安排工艺流程 正确处理机械加工与热处理之间的关系,合理安排工艺流程,使冷、热加工密切配合是减小模具热处理变形的有效措施。
1、合理安排工艺流程的关键
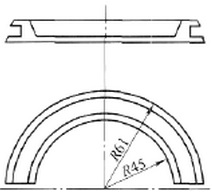
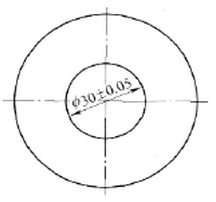
2.根据特点预留加工余量 热处理时难免会有变形,如能掌握其变形特点,合理地预留加工余量,不但可简化热处理操作,还能减少随后的机械加工,特别是磨削加工的工作量。图9所示为一个45钢的成型模,热处理后内孔会趋向胀大,故机械加工时,应预先留出负公差,使热处理后符合设计要求。 对于那些事先无法预料变形大小和方向的模具,则可在型腔未加工到设计尺寸前,进行一次试淬,根据其变形特点,留出相应的机械加工余量。
|
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |