您的当前位置: 中国锻压网 > 资讯中心 > 正文
您的当前位置: 中国锻压网 > 资讯中心 > 正文|
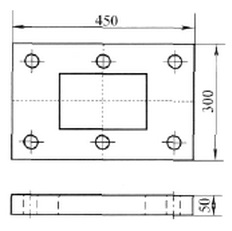
(4)采用组合式结构 对于形状复杂、尺寸>400mm的大型凹模及厚度小、长度大的凸模,最好采用组合式结构,化繁为简,化大为小,变模具内表面为外表面,不仅便于冷热加工。而且能有效地减小变形与开裂。 设计组合式结构时,一般应在不影响配合精度的情况下按下列原则进行分解:(1)调整厚度,使截面相差悬殊的模具在分解后截面基本均匀。(2)在容易产生应力集中的地方分解,分散其应力,防止开裂。(3)配合工艺孔,使结构对称。(4)便于冷、热加工,便于拼装。(5)最为重要的是必须确保使用性。
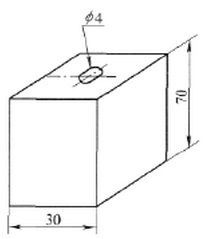
如图6所示为一大型凹模,若采用整体式结构,不但热处理有困难,而且淬火后型腔各处收缩不一致,甚至会引起刃口凹凸和平面扭曲,且在以后的加工中难以补救,因此,可采用组合式结构。按图6中虚线分为四块,经热处理后再拼装成型并磨削再配合,这不仅使热处理简化,而且解决了变形问题。 2、正确选材 热处理变形、开裂与所用钢材及其质量密切相关,因此应根据模具的使用性能要求。综合考虑模具精度、结构和尺寸大小,以及加工对象的性质、数量和加工方式等因素合理选用。一般模具若无变形和精度要求,则从降低成本方面考虑,可采用碳素工具钢;对于易变形、开裂件,可选用强度较高、临界淬火冷却速度较慢的合金工具钢;图7所示为一电子元件冲模。原用T10A钢,水淬油冷变形较大且易开裂,碱浴淬火型腔又不易淬硬。现改用9Mn2V钢或CrWMn钢,淬火硬度和变形都能符合要求。
由此可见,当用碳钢制造的模具变形达不到要求时,改用9Mn2V钢或CrWMn钢等合金钢,虽然材料成本稍高,但解决了变形、开裂问题,总体来说仍是合算的。
在正确选材的同时,还要加强对原材料的检验和管理,防止因原材料缺陷而导致模具热处理开裂。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |