您的当前位置: 中国锻压网 > 资讯中心 > 正文
您的当前位置: 中国锻压网 > 资讯中心 > 正文|
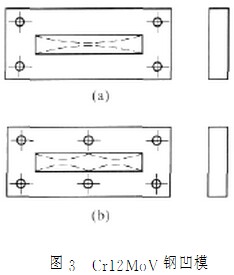
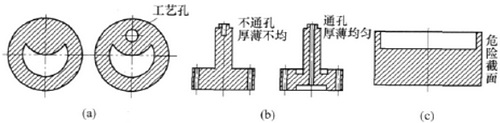
(2)适当增加工艺孔 对于有些实在无法保证截面均匀及对称的模具,应在不影响使用性能的前提下,变不通孔为通孔,或者适当增加一些工艺孔。 图3a所示为一型腔狭窄的凹模,淬火后会产生如虚线所示的变形。如设计时能增加2个工艺孔(如图3b所示),则减小了淬火过程中截面的温差,降低了热应力,使变形情况有了明显的改善。 图4所示也是增加工艺孔或变不通孔为通孔的实例,可减小因厚薄不均而增大的开裂敏感性。
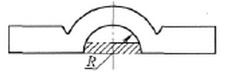
(3)尽可能采用封闭及对称结构 模具形状为开口或不对称结构时,淬火后应力分布不均匀,极易变形。所以一般易变形的槽形模具,应尽量在淬火前留筋,淬火后再切除,图5所示的槽形工件,原来淬火后在R处发生变形,经加筋(图5中阴影线部分)后,能有效地防止淬火变形。
|
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |