您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文
您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文|
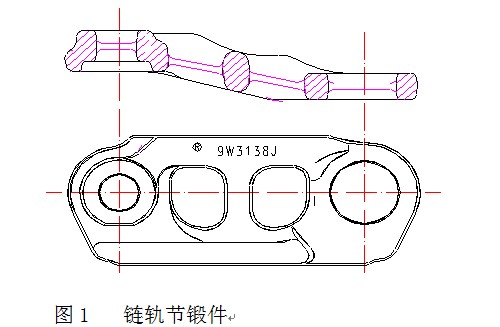
文/周永南,成功,于成发•南京汽车锻造有限公司 锻造行业传统上属于高耗能行业,能源成本通常占变动成本的20%左右。随着国际市场能源价格的不断上涨,企业能源成本比重会继续上升;另一方面,由于我国的单位产值能耗与先进国家相比差距很大,国家对节能工作的政策导向将不断强化。节能工作将直接影响锻造企业的竞争能力。国内的锻造企业能源利用水平高低不一,因此改进的余地很大。 近年来,南汽锻造面对激烈的市场竞争,在节能减排上加大投入,研究开发新技术新工艺,加强节能管理,为企业降低制造成本发挥了重要作用。 工艺技术进步对于节能减排至关重要 通常,大部分锻件,特别是模锻件都必须经过热处理,以达到锻件的加工性能或者使用性能要求,热处理工序的能耗占到锻件整个能耗的30%~35%左右,降低热处理能耗成为热处理工艺设计的重要内容。热锻工序完成后锻件仍有1000℃左右的余热,为后续的热处理提供了可利用的空间。锻后余热用于热处理,不仅可以大大降低热处理能耗,还可以缩短生产周期,提高生产效率,减少设备投资,是一项重要的节能途径。 余热热处理的应用 利用锻件锻后的剩余热量完成所需的热处理,如余热淬火、余热等温及余热正火等,是一种大量节约能源的有效途径。 ⑴余热淬火。余热淬火处理的锻件不仅具有优良的综合机械性能,并且有工序短,生产效率高等优点。南汽锻造于20世纪70年代就在70发动机连杆锻件上就应用此技术。近年来,作为中国最大的链轨节锻件生产者,在链轨节锻件上广泛采用余热淬火工艺,在实际应用中取得了显著成果。 图1所示的锻件是为美国一家知名企业配套制造的链轨节,年需求约1千万件。
该锻件的材料属于中碳含硼钢,原生产工艺为:下料→中频加热→锻造→切边冲孔→再加热→淬火→回火。 经过大量试验,分别对中频加热节拍、温度、始锻和终锻温度,锻后停留时间,淬火温度、介质浓度和温度等各项因素对淬火质量的影响,搜集了大量数据,在此基础上,制定了一套合理的工艺规范,用于大规模生产,产品质量完全符合客户的要求。新工艺为: 迄今已经用该工艺生产了两千余万件产品。该项目的成功,每年可减少电能消耗1000万千瓦时,生产流程更趋合理,生产周期从15天缩短到4天左右,生产效率提升了20%以上。原计划投资4条热处理调质炉生产线,改为添置4条淬火油槽和4台回火炉,节约60%的投资额。取得良好的综合效益。
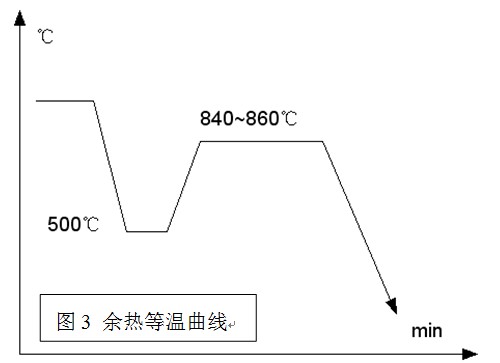
⑵余热正火。就汽车等速传动轴内星轮锻件余热正火工艺为例。该产品材质为含碳量0.53%的碳钢,产品最终热处理为渗碳淬火,为了保证良好的切削性能,锻后要进行正火工序。该锻件产量大,生产节奏快。用于正火的能耗很高。由于正火温度较高,氧化严重,氧化皮的喷丸清理时间也比较长。我们对该产品进行了余热正火的工艺改进,锻后产品快速冷却到500℃,完成奥氏体转变,再进炉加热完成正火,如图3所示。这样,可以部分利用锻后余热,增强了生产连续性。
非调质钢的应用 非调质钢也叫微合金钢,是一种将锻造与热处理结合为一体的新型节能结构材料,通过锻后控温冷却的方式得到与调质(淬火+高温回火)工序相近的材料机械性能。其是伴随国际上能源短缺而发展起来的一种高效节能钢,广泛用于装备制造业。在汽车工业中,非调质钢因具备一系列优点而被广泛应用。南汽锻造从80年代末即开始开发非调钢锻件,最先在130系列的万向节差和套管叉等传动轴叉类锻件上应用,并批量装车,性能完全满足设计要求。随后在全面应用于YL3W-4683-AA万向节叉锻件上,年产突破100万件,并出口美国福特公司。非调质钢的大量使用,节省了大量的热处理能耗,避免了热处理开裂变形等质量风险,此外,非调质钢通过提高S含量,改善了切削性能,为后续工序节约了加费用。 近年来,非调质钢节能的优点为越来越多的业内厂家所认识,我国的非调质钢发展进入快速通道,针对不同的使用要求研发出数十个钢种,在实际推广应用中,成本问题是阻碍非调质钢普及的一个主要因素。由于非调质钢的价格相对较高,单纯从锻造行业来计算效益有时未必合算。比如,用非调钢取代调质45号钢,非调钢与45号钢的材料差价超过了45号钢调质费用。如果从产品整个价值过程来看,非调质钢减少了调质工序,可以减少人工费用,减少污染排放,减少内部转运成本,减少热处理缺陷损失,减少机加工刀具消耗等。这样综合比较更加符合实际。
|