您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文
您的当前位置: 首页 > 资讯中心 > 行业资讯 > 正文|
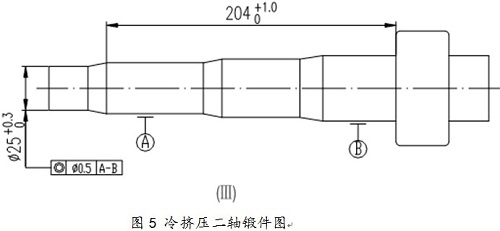
冷锻温锻技术的应用 冷锻工艺在汽车零件的生产上得到大量应用,国内的使用也越来越广泛,冷锻工艺适用于中小型锻件的大批量生产,不仅锻件的外观形状得到改善,节能效果也比较显著。 ⑴汽车变速箱输出轴的冷挤压工艺。该产品如图5所示。设计采用三道冷挤压成形,材料逐次变形,最终成形。该产品材质为16MnCr5G,锻造生产工序为:锯床下料→车外圆→退火→喷丸→磷皂化→三次挤压。
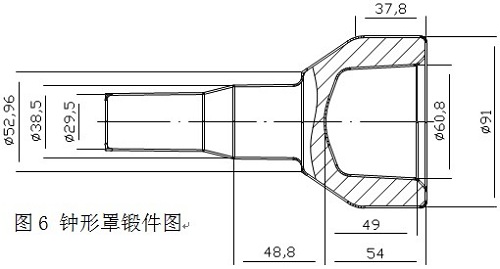
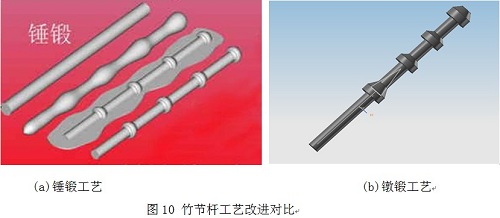
在第一道完工后,可以连续进行后续两道挤压而无需再次皂化。冷挤压的第二轴锻件,外表美观,尺寸精度高,加工余量小,质量稳定,比热锻件更受客户的欢迎。 ⑵汽车半轴套管冷挤压缩径。该产品用于依维柯厢式货车的后桥,是由无缝钢管一端缩径而成的变径管产品,要求在缩径时截面过渡段的壁厚还需增厚。原工艺是用无缝钢管两次锻造缩径形成的。第一次变形是在模具内顶锻成鼓状,使缩径过渡处的壁厚增加,然后第二次加热再缩径,两次加热使用同一台燃油炉。我们把依维柯汽车半轴套管的成形工艺改成了冷挤压,该产品的材料为25MnCr无缝钢管,挤压前无需进行退火,单件产品的能耗仅为改进前的1/2,能源成本大大下降。 冷锻锻件的材料选择范围有限,有些材料需要经退火处理,影响能耗,应综合考虑。对于批量较大的中小锻件,冷锻工艺仍然是一个节能降耗的先进工艺。 ⑶温锻工艺在汽车传动轴零件上的应用。等速万向节上的钟形罩锻件需求量大,锻造方式有热锻、镦锻和温锻。图6是其中一种。由于内腔分布有球道,球道最终通过冷挤压成形而无需机械加工,工艺选择了温锻+冷挤压。坯料加热到900℃,2000t锻压机5个工步完成锻造,采用自动化程度高的步进梁实施操作,锻后控温冷却,表面喷丸,冷挤压完成外壁和内腔油道的成形。该工艺具有生产效率高,尺寸精度高,相比热锻而言,加热能耗还可以降低1/3。
优化产品,提高材料利用率 锻造行业消耗大量的原材料,以汽车锻件为例,钢材费用占总成本的60%左右,钢材的生产需要消耗大量能源,因此优化锻件设计,提高材料利用率也是节能的一个途径。 ⑴模锻件制坯工序的优化。优化制坯工序可以使坯料尽可能与锻件截面吻合。链轨节锻件经过优化,材料利用率提高10%,从飞边的大小可以看出,改进前后,飞边的大小发生很大变化。但是,很多时候,模锻件的效率更加重要,增加制坯或者制坯工序复杂耗时,都会影响效率。通常采取把制坯工序移到外面,使用辊锻机或高速冲床制坯,以节约主机有效工时。
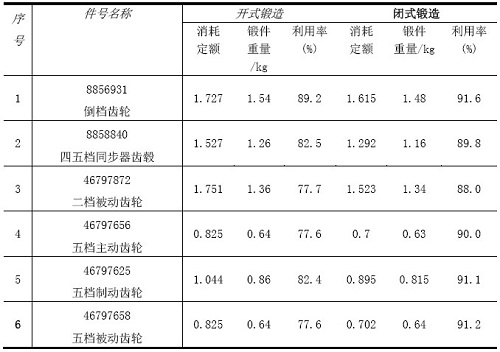
⑵采用闭式锻造工艺。闭式锻造具有材料利用率高、锻件精度高的特点,特别适合于回转体锻件。南汽锻造通过对齿轮锻件的工艺改进,在730t摩擦压力机上用闭式方式取代原1600t锻压机开式锻造,表1是改进前后,材料利用率的对比。
闭式锻造比开式锻造材料利用率平均提高9.1%,锻件的加工余量均匀,加工量减少,受到客户欢迎。但闭式锻造对下料要求较高,模具寿命相对短一些,锻造的生产效率也有所下降,应综合考虑。 ⑶以锻代切,降低切削加工成本。链轨节的两个侧面和窗口螺母座是锻后用铣床和拉床加工出来的,南汽锻造经过数年的努力,在锻造的切边冲孔过程中,利用氮气弹簧压紧工件,将两侧面和螺母座面冲切出平面,以取代机械加工。该项目投入使用后,每件产品可节约加工工时1/3。
|