
山东华信电炉有限公司
Shandong Huaxin Electric Furnace Co., Ltd.
Shandong Huaxin Electric Furnace Co., Ltd.
设备简介
石油钻杆调质生产线热处理设备主要用于石油钻杆摩擦焊后处理,整条生产线为全自动生产线,在线连续加热,采用PLC控制触摸屏显示操作方便,自动化程度高。
该生产线采用PLC、计算机集中控制,控制精度高。可根据工艺要求提前设定工件的加热温度曲线,计算机程序根据测得的工件温度与设定温度曲线比较,运用PID调节实时调节加热功率,控制加热温度,使工件得到较好的金相组织。
设备组成
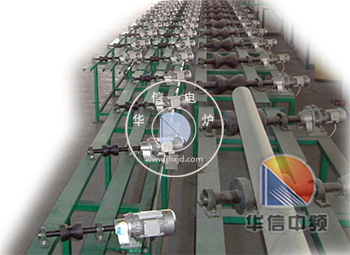
石油钻杆中频调质生产线的加热主要分为淬火加热、淬火补热、回火加热、回火补热。四段加热分别由四台变频器各带四套感应器完成。在淬、回火加热后均加压缩空气,进行喷淋冷却。为了保证工件的直线度,在回火喷淋后设置五辊矫直机,可自动在线对工件进行校直。机械传输采用变频调速辊轮传输装置。控制系统采用工业计算机控制,自动化程度高,操作方便。上下料采用机械自动方式。加热方式为连续式加热。
石油钻杆中频调质生产线的组成:淬火用晶闸管变频器、淬火用电容柜、钻杆淬火感应器、淬火加热机床、储料上料台、变频器调速辊道、喷淋装置、集液槽、回火用晶闸管变频器、回火用电容柜、钻杆回火感应器、回火加热机床、变频器调速辊道、喷淋装置、集液槽、补热用晶闸管变频器、补热用中频加热炉、变频器调速辊道、补热用感应器、五辊矫直机、红外测温仪、计算机控制系统、设备冷却管路、安装材料及调试、整流变压器、冷却水系统等。
工艺流程
储料上料台→淬火进料机→淬火加热感应器→淬火补热感应器→加压缩空气→喷淋→回火进料机→回火加热感应器→回火补热感应器→加压缩空气→喷淋→五辊矫直机→出料辊道→成品落料架。
对于钻铤加热设备,无需设置两套补热设备,其余与钻杆加热设备相同。
设备优势
1、感应炉体的更换简便
根据加工工件尺寸的不同,需配置不同规格的感应炉体。各炉体均设计有水电快换接头,使炉体更换简便、快速、方便。
2、能耗低无污染
加热效率高,与其他加热方式相比,有效地降低了能耗,劳动生产率高、无污染、设备符合环保要求。
3、加热速度快,氧化脱碳少
由于中频感应加热的原理为电磁感应,其热量是由于工件自身产生,该加热方式升温速度快,氧化极少,加热效率高,工艺重复性好,金属表面只有很轻微脱色,轻微抛光就可使表面恢复镜面光亮,从而有效获得恒定一致的材料性能。
4、设备保护齐全
整机设有水温、水压、缺相、过压、过流、限压/限流、启动过流、恒流和缓冲启动,使设备启动平稳,保护可靠迅速,运行稳定。
5、加热均匀,温度控制精度高
加热均匀,保证加热芯表温差小,通过温度控制系统可对温度进行精确控制,保证产品重复精度。
6、自动化程度高,可实现全自动无人操作,提高劳动生产率。