您的当前位置: 首页 > 资讯中心 > 专题解读
您的当前位置: 首页 > 资讯中心 > 专题解读文/周永南,成功,于成发•南京汽车锻造有限公司(周永南:南京汽车锻造有限公司总经理、高级工程师)
锻造行业传统上属于高耗能行业,能源成本通常占变动成本的20%左右。随着国际市场能源价格的不断上涨,企业能源成本比重会继续上升,另一方面,由于我国的单位产值能耗与先进国家相比差距很大,国家对节能工作的政策导向将不断强化。节能工作将直接影响锻造企业的竞争能力。国内的锻造企业能源利用水平高低不一,因此改进的余地很大。
锻造行业加热设备、锻造设备大多是耗能高的设备,因此也是节能的主要对象。近年来,南汽锻造面对激烈的市场竞争,在节能减排上加大投入,研究开发新技术新工艺,加强节能管理,为企业降低制造成本起到了良好的作用,南汽锻造在设备节能改造和挖潜上取得了良好的回报。
中频加热炉的优化
中频加热由于加热速度快、加热质量好、环保节能等优势成为锻造行业的首选加热装置。但是中频也存在匹配和使用问题,调整不好会大大影响中频炉的效率。在这方面。我们的做法有:
⑴感应器设计。根据工件坯料的直径和长度选择合适的频率和感应器通径,不应奢求一个感应器通用大部分工件,一般通用直径不超工件直径的1.1倍。根据中频电效率公式,感应器线圈内径与工件外径越接近,越能提升电效率。另外,由于感应器内壁与工件的缝隙越小,其间空气对流效应就越小,热损耗也相应趋小。因此,最好是一种规格的工件使用一种感应器,只要是锻件批量足够(10000件/年),就应考虑专用感应器。这样可以使中频效率得到最优的发挥,也可减少心表温差,稳定加热质量。但是,坯料端面不平或者下料时的剪切导致的坯料失圆,都会引起坯料在推行时失稳起拱,感应器内径与工件内径过于接近就会产生坯料与内壁干涉的情况,严重的会顶坏感应器内壁。对此,我们采取了把感应器倾斜安装的方法,利用坯料的自重抵消一部分摩擦阻力,以消除坯料失稳现象。

图1 中频炉感应器倾斜设置
在中频加热装置的平面设计时,应考虑中频炉电源与低压配电间的出线距离,距离应尽可能缩短,以减少线损,线损不仅浪费了能源,还会产生热量,加速绝缘层的老化;
在中频的供电电压选择上,尽可能选择更高的电压,南汽锻造对较大功率的中频电源所配变压器供电电压有520v、540v、650v等多种电压等级。较高的电压也有利于减少损耗。
⑵功率因数补偿和谐波治理。中频炉是感应用电器,其功率因数通常只有85%左右(串联谐振的电源要高一些),并且存在各种谐波影响电网的质量。当公司存在大量的中频加热炉时,由此带来的无功功率占用、电效率下降和用电设备的故障增多都会影响生产成本。南汽锻造2007年以前每年因功率因数低,罚款逾20万。近年来,公司先后投入力量自主研发了无源滤波型功率因数补偿装置,除了具备功率因数补偿功能外,还可以滤掉5次、7次、11次、13次高次谐波,目前已经成为中频炉的标准配置。这些装置不仅使公司总的功率因数提高到94%,每年电网奖励10万元,同时可以减少线路及变压器的损耗,降低高次谐波对电网的影响,减少用电设备无端损坏的风险。

图2 自主研发的功率因数补偿装置
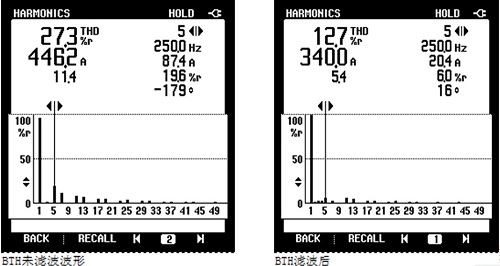
图3 BTH500kW中频的滤波装置投入前后谐波比较,电流畸变率由27.3%降为12.7%。电流由446.2A降低为340A
⑶冷却装置的改进。中频工作时产生大量的热量,感应器线圈、大功率电路等需要大量的冷却水冷却发热器件。工厂设计时采用集中冷却的方式,建立一个大的泵站和蓄水池供全公司冷却用水。由于产品结构的不同,所有中频同时开的情况很少,常常只有少数几台中频同时工作。大泵站发挥60%能力的时间与开动时间之比仅为50%。造成能源浪费。我们从08年开始着手进行冷却系统改造,新增的中频炉全部采用独立闭式冷却系统,可以做到每台设备的冷却系统与该设备与生产线同步开动,现在,独立循环冷却系统基本取代了集中冷却。有效地改善了大泵房能力空放的问题。由于闭式冷却系统采用软水作为介质,封闭在管路内,相比较大泵站的开式冷却,既降低了水泵电机的功率消耗,又使得管路结垢大大减少,提高了中频设备的可靠性。同时由于闭式冷却系统有时为风冷运行状态,使冷却水的消耗大大减少。

图4 独立闭式冷却装置
⑷不通水导轨的推广。中频感应器炉管内通常采用不锈钢管作为导轨,中间通过冷却水。这种结构不可避免地增加热损耗,影响坯料的加热时间。一般估算,通过导轨的冷却水损耗掉的热能占中频总能耗的3%左右。我们在主要的生产线上都采用了高合金材料制成的不通水导轨。经过对一条生产线中频耗电的前后对比测算:使用通水导轨,吨锻件耗电464.7kWh,采用不通水导轨后的吨锻件耗电390.4 kWh。效果显著。不通水导轨彻底消除了导轨磨损导致的漏水而损坏感应器的事故,中频感应器的寿命也有一定提高。

图5 无通水中频导轨的应用
蒸空锤和燃油炉的改造
传统的蒸空锤存在一些显著的缺点,主要表现在能源消耗大,其能源利用率不到2%。近年来电液锤改造技术日臻完善,经过改造的电液锤能效比大大提高,一般能够达到原来的10倍以上。南汽锻造先后对1t、2t、3t和5t等5台蒸空锤进行了改造,淘汰了能耗巨大的锅炉,既节约了能源,又降低了锅炉烧煤带来的粉尘污染。燃油炉节能改造。
燃油炉在适应一些多规格小批量的锤锻件方面更具灵活性,但是,日益上涨的燃料油价格影响锻件成本,南汽锻造对燃油炉进行了节能改造,采用进口雾化喷嘴,加大保温层厚度,减少炉壁散热。减小炉门通径,增加炉门。这些措施对降低燃油消耗起到一定作用。但是在石油价格持续攀升,国家费改税政策的出台,燃油炉的经济性显得越来越低,应该考虑予以淘汰。南汽锻造已经在2009年完成了油炉改中频的项目,彻底淘汰了油炉加热。大型自由锻生产线由于无法改成中频加热,可以考虑改造成以天然气为燃料。模锻企业应下决心改为中频加热,这对提升锻造形象和锻件质量都是有益的。
变频技术的应用
锻造厂的公用动力设施也是耗能大户,一台活塞式空压机功率就达到130kW,南汽锻造从2006年开始对公用设施节能改造。空压站房共有空压机6台,我们对其中老式的活塞式压缩机进行了更换,改成能效比更高的双螺杆式压缩机。并对压缩机的电机同步实施了变频改造,在空气需求量发生较大变动时,变频电机可以适时做出应对,以使动力输出与需求匹配更好。
原有冷却水泵6台,总功率达130kW。采用常规控制,水泵由出水口的泄流控制水压,始终处于满负荷运行状态。现采用变频器控制电机,由PLC及控制检测元件组成恒压控制系统。通过关闭不工作设备的供水阀门,由变频电机的调速,达到调节流量,减少电机功率,达到节能的目的。改造后一年可节电28.7 万千瓦时,节约运行费用5000元。
工厂布局与节能有关
传统的锻造厂很多都是以工艺流程作为主线进行工厂布局设计的。这种方式流程清晰,专业分工明确,适应多品种的生产方式并能符合锻压设备通用性的特点。大型汽车企业附属的锻造厂基本上如此布局。南汽锻造的总体布局更是典型的工艺流程布局形式,按照原材料――下料――锻造――热处理――清理――入库的主线,厂房分布和车间设置都是这样区分。随着产品向专业化发展的趋势,产品批量越来越大,数条生产线长期生产同一个系列的锻件,原工厂布局的缺点日益明显:生产路线长,物流负担大、工序间在制品多、生产效率受限等,这些问题逐步显现,如不能适时加以改变,最终将成为瓶颈。为此,我们重新审视了工厂布局,选择了以产品为主线来调整生产线布局。根据产品的流程,把锻造、热处理淬火、回火、探伤检查等整合到一个车间内,上下道无缝连接。以锻造为龙头,后续工序都按照锻造的节拍进行设计,确保生产线上的其他设备都能匹配锻造主机的效率,这样,有利于价值昂贵的锻造主机发挥最大能力。此外,布局调整后,有效地控制了这些工序的中间存货,原来这些工序间的存货平均达到4万件,现在只有4千件左右,生产周期也从15天缩短到数个小时,生产效率得到大幅提升,也为单位能耗的下降做出贡献。后面南汽锻造陆续增添新的生产线均遵从以产品为导向的布局方案,从动力设施到主副材料物流都以最短的产品流转路线为原则加以排布。
结束语
工艺进步、技术改造对于节能降耗的作用极为明显,如果与有效地能源管理结合起来还可以起到更好的作用。企业的规模、市场、产品结构千差万别,不同的企业应根据自身的特点制定有针对性的管理方案。
根据我们多年的节能工作的体会:企业的节能工作,应将重点放在技术创新上,在新工艺的开发、新材料的使用、设备的节能改造等诸方面加大研究力度。要具备跨行业、跨领域的创新思维和协作能力,从产品的完整价值链上去考虑节能综合效益,降低能耗才能有质的飞跃。